【木塑材料干燥】木塑材料烘烤溫度 木塑是如何加工處理的
木(mu)(mu)塑(su)(su)復合(he)(he)材(cai)料(liao)內含塑(su)(su)料(liao),因(yin)而具(ju)有較(jiao)好的彈性模量。此外,由于內含纖維并(bing)(bing)經與塑(su)(su)料(liao)充分混(hun)合(he)(he),因(yin)而具(ju)有與硬木(mu)(mu)相當的抗壓、抗彎(wan)曲等(deng)物理機械(xie)性能,并(bing)(bing)且其耐用性明顯優于普通木(mu)(mu)質材(cai)料(liao)。表面硬度(du)高(gao),一(yi)般(ban)是木(mu)(mu)材(cai)的2——5倍。
木塑是如何加工處理的
聚(ju)合物(wu)中(zhong)可(ke)以(yi)(yi)加入一些人工沸石(shi),這(zhe)種鋁硅酸鹽分(fen)子(zi)(zi)捕(bu)(bu)捉粉體(ti)可(ke)以(yi)(yi)吸(xi)(xi)收(shou)材(cai)料(liao)(liao)中(zhong)的異味(wei)。通過粉體(ti)中(zhong)大(da)量的結晶空洞,吸(xi)(xi)附劑(ji)可(ke)以(yi)(yi)捕(bu)(bu)捉產(chan)生異味(wei)的有(you)機小分(fen)子(zi)(zi)。分(fen)子(zi)(zi)捕(bu)(bu)捉吸(xi)(xi)附劑(ji)已經成功應(ying)用于聚(ju)烯烴擠(ji)(ji)出管材(cai)、注(zhu)射(she)和擠(ji)(ji)出吹(chui)塑(su)的器皿、隔絕包裝材(cai)料(liao)(liao),擠(ji)(ji)出外包裝和密封材(cai)料(liao)(liao)。分(fen)子(zi)(zi)吸(xi)(xi)附粉體(ti)還可(ke)以(yi)(yi)作為(wei)除濕劑(ji)加入塑(su)料(liao)(liao)中(zhong)以(yi)(yi)除去其中(zhong)的水氣。
 該圖片由注冊用戶"青春照明"提供,版權聲明反饋
該圖片由注冊用戶"青春照明"提供,版權聲明反饋
木塑材料烘烤溫度
木(mu)塑復合材(cai)料(liao)在擠(ji)出(chu)加工(gong)過程(cheng)中(zhong)主要受機筒(tong)溫度(du)(du)和機頭溫度(du)(du)的影響(xiang)。機筒(tong)溫度(du)(du)主要對(dui)復合材(cai)料(liao)的混(hun)煉塑化效果具有決(jue)定性(xing)的影響(xiang)。機頭溫度(du)(du)則對(dui)擠(ji)出(chu)成型有重要的影響(xiang)。
隨著機筒溫度的(de)升(sheng)高,復合體系的熔(rong)體表明粘度下(xia)降。對于材料的擠出加工,升高溫度有助于流(liu)動性增加。
一(yi)般擠出機的(de)溫度設(she)置的(de)太(tai)高(gao),就會導致木質纖維燒焦(jiao),造成粘度過低而不(bu)能產生足夠的機頭壓力,并且(qie)不(bu)利于冷(leng)卻(que)定型(xing),易使(shi)制(zhi)(zhi)品表(biao)面出現熔接痕(hen)。使(shi)制(zhi)(zhi)品表(biao)面粗糙、強度差、影響擠出質量,且(qie)擠出物(wu)在橫截面上受熱歷(li)程不均,出(chu)口模后由于熔體的(de)彈性恢復作用而(er)出(chu)現波浪形,影響制品的外(wai)觀質量(liang),經常出現物料不成型(xing)的現象,造成生(sheng)產不連(lian)續(xu)。因此,在滿足(zu)物料塑化質量(liang)的基礎上,應盡量(liang)降低擠出機溫度。
機頭口模到冷卻定型的機頭過渡段的溫度控制對擠出制品質量的影響十分顯著。如果此段溫度過低,木塑復合材料的粘度(du)增大(da),流動困(kun)難,流道壁面處的料(liao)流就會過(guo)早冷(leng)卻固(gu)化,使物(wu)料(liao)不能(neng)充滿機頭流道,難以擠(ji)出成型;若將此(ci)段的溫(wen)度(du)升高(gao),則擠(ji)出制品(pin)表面質量有很大(da)改善。
物料通過過渡段(duan)(duan)進入定型段(duan)(duan)流道流動時(shi)呈(cheng)熔融狀態,為使(shi)分子得到充分定型,機(ji)頭的溫度應該分段(duan)(duan)控制(zhi),即(ji)溫度逐(zhu)漸(jian)降(jiang)低。可見,對于木(mu)塑復合材料的擠(ji)出(chu)成型而(er)言(yan),機頭溫度是非常(chang)關鍵(jian)的,它直(zhi)接(jie)影響著擠出成(cheng)型的質量。
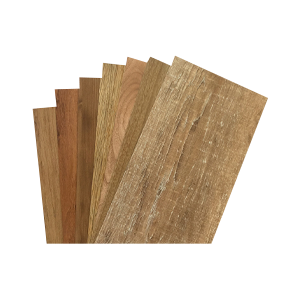
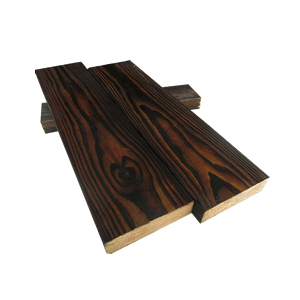
不同尺寸和形狀的擠出制品增加了木塑復合材料的多樣性
當型材不要求具有連續片形結構或者(zhe)(zhe)是(shi)部(bu)件(jian)具有復雜的結構設(she)計,木塑型材可以是(shi)通過注射成型或者(zhe)(zhe)是(shi)模(mo)壓成型。加(jia)工(gong)者(zhe)(zhe)有時要面對(dui)木塑材料(liao)在加(jia)工(gong)過程中如何(he)完全充模(mo)的問題(ti),為(wei)了解決這個問題(ti),他們需(xu)要減(jian)少木質填料(liao)的用(yong)量以增加(jia)熔體(ti)的流(liu)動性(xing)。
由于(yu)200° C是木(mu)塑(su)復合材(cai)料加工操作溫(wen)度的(de)上限,一些熔點超(chao)過200° C的(de)樹脂,如(ru)PET,就不能用于(yu)木(mu)塑(su)復合材(cai)料。
水(shui)氣(qi)會劣(lie)化復合材(cai)料的(de)性能而且還有助(zhu)于孳生微生物,因此(ci)在(zai)使用(yong)木(mu)填料之前一(yi)定要(yao)先除去(qu)水(shui)氣(qi)。加工成型(xing)之前木(mu)填料的(de)要(yao)進行干燥處理,一(yi)般要(yao)求處理后的(de)水(shui)氣(qi)含量要(yao)低(di)于1~2%。
現在的木塑復合材料加工機(ji)械(xie)要(yao)求配有喂料設(she)備(bei)(bei)(bei)、干燥設(she)備(bei)(bei)(bei)、擠出(chu)設(she)備(bei)(bei)(bei)和(he)成型設(she)備(bei)(bei)(bei),還有一些(xie)必(bi)要(yao)的(de)下游設(she)備(bei)(bei)(bei)如冷卻水箱、牽引設(she)備(bei)(bei)(bei)和(he)切割(ge)設(she)備(bei)(bei)(bei)等。
木塑處理
需適當添(tian)加(jia)劑來改性聚(ju)合(he)物和木粉(fen)的表面,以(yi)提高(gao)木粉(fen)與樹(shu)脂之間的界面親和力。
高填充(chong)量木粉在熔融的熱塑性塑料中分散效果差,使得(de)熔體流(liu)動性差,擠出成型加(jia)(jia)工(gong)困難,可加(jia)(jia)入表面(mian)處理劑來(lai)改(gai)善(shan)流(liu)動性以(yi)利于擠出成型。
塑料基體也(ye)需(xu)要(yao)加(jia)入各種助劑來改善(shan)其加(jia)工性能(neng)及其制品的使用性能(neng)。