【紅(hong)外(wai)線(xian)水(shui)平儀(yi)(yi)】紅(hong)外(wai)線(xian)水(shui)平儀(yi)(yi)使用方法 紅(hong)外(wai)線(xian)水(shui)平儀(yi)(yi)怎么用
紅外線水平儀使用方法
一般框式水平儀的(de)(de)外形尺(chi)寸是200×200mm,精(jing)度(du)為0.02/1000。水(shui)平(ping)儀的(de)(de)刻(ke)度(du)值是氣(qi)(qi)泡運動一(yi)格時的(de)(de)傾斜度(du),以(yi)秒為單位(wei)或以(yi)每米(mi)多少毫(hao)米(mi)為單位(wei),刻(ke)度(du)值也(ye)叫(jiao)做讀(du)數精(jing)度(du)或靈敏度(du)。若將(jiang)水(shui)平(ping)儀安置在1米(mi)長的(de)(de)平(ping)尺(chi)表面上(shang),在右端墊(dian)0.02毫(hao)米(mi)的(de)(de)高度(du),平(ping)尺(chi)傾斜的(de)(de)角(jiao)度(du)為4秒,此時氣(qi)(qi)泡的(de)(de)運動距離正(zheng)好為一(yi)個刻(ke)度(du)。
 該圖片由注冊用戶"時間如梭"提供,版權聲明反饋
該圖片由注冊用戶"時間如梭"提供,版權聲明反饋
計算如(ru)下:水平儀連同平尺的傾斜角α的大小可以從(cong)下式中求出:
由tgα= = =0.00002 則(ze)α=4秒
從上式可知(zhi)0.02/1000精度的框(kuang)式水平(ping)儀(yi)的氣泡每(mei)運(yun)動一個刻度,其傾斜角度等于(yu)4秒,這時在離左端200mm處(相當于(yu)水平(ping)儀(yi)的1個邊長),計算平(ping)尺下面的高度H1為:
tgα= =0.00002 H1=tgα×L1=0.00002×200=0.004(mm)
由上式可知,水平儀氣泡的實際變化值與所使用水平儀墊鐵的長度有關。假如水平儀放在500mm長的墊鐵上測量機床導軌,那么水平儀的氣泡每運動1格,就說明墊鐵兩端高度差是0.01mm。另外,水平儀的(de)實(shi)際變化值(zhi)還與讀數(shu)(shu)精度(du)有(you)關。所以,使用水(shui)平儀時(shi),一(yi)(yi)定要注意墊鐵的(de)長(chang)度(du)、讀數(shu)(shu)精度(du)以及單獨使用時(shi)氣泡運動一(yi)(yi)格所表示(shi)的(de)真實(shi)數(shu)(shu)值(zhi)。
由此得知,水(shui)平儀氣泡運動一格后(hou)的數值,是根據墊鐵的長度來決定(ding)的。
水平(ping)儀的(de)(de)讀(du)數(shu)(shu),應(ying)按照它的(de)(de)起點任意一(yi)(yi)格為(wei)0。氣泡運(yun)動一(yi)(yi)格計數(shu)(shu)為(wei)1,再(zai)運(yun)動一(yi)(yi)格計數(shu)(shu)為(wei)2,以此進行累計。在實(shi)際生產中對導(dao)軌(gui)的(de)(de)最(zui)后加工,無論采用磨削、精磨還(huan)是手工刮研,多數(shu)(shu)導(dao)軌(gui)都是呈單純凸(tu)或單純凹的(de)(de)狀態,機床導(dao)軌(gui)的(de)(de)直線(xian)度產生曲線(xian)性也(ye)是少見的(de)(de)(加工前(qian)的(de)(de)導(dao)軌(gui)會(hui)有(you)曲線(xian)性的(de)(de)現(xian)象)。測(ce)量(liang)導(dao)軌(gui)時,水平(ping)儀的(de)(de)氣泡一(yi)(yi)般(ban)按照一(yi)(yi)個方(fang)(fang)向運(yun)動,機床導(dao)軌(gui)的(de)(de)凸(tu)凹是由(you)水平(ping)儀的(de)(de)移動方(fang)(fang)向和該氣泡的(de)(de)運(yun)動方(fang)(fang)向來確(que)定。
水(shui)平儀(yi)的移(yi)動方向(xiang)與氣泡(pao)的運動方向(xiang)相反,呈凸,用符(fu)號“+”表示。
水平儀的(de)(de)移動(dong)方向與氣泡的(de)(de)運動(dong)方向相(xiang)同,呈凹,用符號“-”表示(shi)。
如果導軌是凸(tu)的(de)情況下,水(shui)平(ping)(ping)儀(墊鐵)從任意一(yi)個方向進行移動,水(shui)平(ping)(ping)儀的(de)氣泡向相(xiang)反(fan)方向運動。
如果導軌是凹(ao)的情(qing)況下,水平儀(墊鐵)從任意一(yi)個方(fang)向(xiang)進行移動(dong),水平儀的氣泡(pao)向(xiang)相同方(fang)向(xiang)運(yun)動(dong)。
確(que)定導軌(gui)的(de)凹(ao)凸后,再根據所使用(yong)的(de)墊鐵長度和水平儀(yi)氣泡運動格數和的(de)一(yi)半(ban)進行計算,才能得到(dao)導軌(gui)的(de)準確(que)的(de)直(zhi)線度誤差精度。
以上是紅(hong)(hong)外(wai)(wai)線水平(ping)儀(yi)使(shi)用方法介紹(shao),大家可以了解一下(xia)。紅(hong)(hong)外(wai)(wai)線水平(ping)儀(yi)是機床(chuang)制造、安(an)裝和修理中最基本的檢驗工具(ju),使(shi)用廣(guang)泛。
紅外線水平儀原理
水(shui)平儀(yi)(yi)系(xi)檢驗機(ji)器(qi)安裝(zhuang)面或平板(ban)是(shi)(shi)否水(shui)平,及測(ce)知(zhi)傾(qing)斜方向與(yu)角度(du)大(da)(da)小(xiao)(xiao)(xiao)的測(ce)量儀(yi)(yi)器(qi),其外形系(xi)用高(gao)級鋼料制(zhi)造(zao)架(jia)座,經(jing)精(jing)密加工后,其架(jia)座底(di)座必(bi)須平整(zheng),座面中央裝(zhuang)有(you)縱(zong)長(chang)(chang)圓曲形狀的玻(bo)(bo)璃(li)管,也有(you)在左端(duan)附加橫(heng)向小(xiao)(xiao)(xiao)型(xing)水(shui)平玻(bo)(bo)璃(li)管,管內(nei)充滿醚或酒(jiu)精(jing),并留有(you)一(yi)(yi)小(xiao)(xiao)(xiao)氣(qi)(qi)泡(pao),它在管中永遠(yuan)位于最(zui)(zui)高(gao)點(dian)。玻(bo)(bo)璃(li)筒上(shang)在氣(qi)(qi)泡(pao)兩(liang)端(duan)均有(you)刻度(du)分劃。通常(chang),工廠安裝(zhuang)機(ji)器(qi)時(shi),常(chang)用氣(qi)(qi)泡(pao)水(shui)平儀(yi)(yi)的靈(ling)(ling)敏度(du)為0。01mm/m、0。02mm/m、0。04mm/m、0。05mm/m、0。1mm/m、0。3mm/m和0。4mm/m等(deng)規(gui)格(ge),即是(shi)(shi)將水(shui)平儀(yi)(yi)置(zhi)(zhi)于 1 m 長(chang)(chang)的直規(gui)或平板(ban)之上(shang),當其中一(yi)(yi)端(duan)點(dian)有(you)靈(ling)(ling)敏度(du)指示大(da)(da)小(xiao)(xiao)(xiao)的差異時(shi),如(ru)靈(ling)(ling)敏度(du)為0。01 mm/m,即是(shi)(shi)表示直規(gui)或平板(ban)的兩(liang)端(duan)點(dian)有(you)0。01 mm的高(gao)低差異 ( 相(xiang)當于兩(liang)端(duan)點(dian)相(xiang)差2秒 ),當1 m長(chang)(chang)的有(you)h mm高(gao)度(du)差時(shi),氣(qi)(qi)泡(pao)會一(yi)(yi)個刻度(du)的差異。氣(qi)(qi)泡(pao)水(shui)平儀(yi)(yi)的原(yuan)理是(shi)(shi)利用氣(qi)(qi)泡(pao)在玻(bo)(bo)璃(li)管內(nei),氣(qi)(qi)泡(pao)可(ke)經(jing)常(chang)保持在最(zui)(zui)高(gao)位置(zhi)(zhi)的特性(xing)。
對(dui)于(yu)一定的(de)傾斜(xie)角 ,而(er)(er)欲使氣泡的(de)移動量(liang)大 ( 即所(suo)謂靈(ling)(ling)敏(min)度良好 ),需增大圓弧(hu)半(ban)徑 (R) 即可。若水平儀每(mei)刻(ke)度距(ju)離(li)為2 mm和靈(ling)(ling)敏(min)度為0。01 mm/m時,相(xiang)當(dang)1 m的(de)兩端(duan)點相(xiang)差2秒(miao)。即是氣泡管半(ban)徑為206。185公尺,裝(zhuang)置在(zai)框架(jia)(jia)內,不(bu)同(tong)靈(ling)(ling)敏(min)度即有不(bu)同(tong)半(ban)徑,而(er)(er)與框架(jia)(jia)長短并無直接(jie)關系。
使(shi)用(yong)水平儀(yi)(yi)應先行檢查(cha)(cha),先將(jiang)水平儀(yi)(yi)放在(zai)平板上,讀(du)取氣(qi)泡的(de)刻度(du)大小(xiao),然(ran)后將(jiang)水平儀(yi)(yi)反轉置于同一位(wei)置 ,再(zai)讀(du)取其(qi)刻度(du)大小(xiao),若(ruo)讀(du)數相(xiang)同,即表(biao)示(shi)水平儀(yi)(yi)底座與氣(qi)泡管(guan)相(xiang)互間的(de)關系是正(zheng)(zheng)確的(de)。否則,需用(yong)微調螺絲調整直到讀(du)數完全相(xiang)同,才可作測量(liang)(liang)工(gong)作。若(ruo)想(xiang)檢查(cha)(cha)水平儀(yi)(yi)精度(du),可用(yong)正(zheng)(zheng)弦(xian)桿和量(liang)(liang)塊(kuai)組成的(de)已知角度(du)大小(xiao)。同時,欲測量(liang)(liang)較大傾斜(xie)角也可配合正(zheng)(zheng)弦(xian)桿與水平儀(yi)(yi)共同使(shi)用(yong)。
新式(shi)的(de)水(shui)平(ping)儀作為傳統水(shui)泡式(shi)傾角的(de)替代品(pin),更多的(de)應用(yong)在道(dao)路工程,機械(xie)測(ce)(ce)量,建筑工程,工業平(ping)臺(tai),石油勘(kan)測(ce)(ce),軍工,船(chuan)舶(bo),以及其他需(xu)要重力(li)參考系下的(de)傾角或者水(shui)平(ping)的(de)情況。
按照(zhao) 材(cai)質分(fen)類,水(shui)(shui)平(ping)(ping)儀(yi)(yi)(yi)又可以分(fen)為(wei) 塑料水(shui)(shui)平(ping)(ping)儀(yi)(yi)(yi),玻(bo)璃水(shui)(shui)平(ping)(ping)儀(yi)(yi)(yi)。塑料水(shui)(shui)平(ping)(ping)儀(yi)(yi)(yi)精度低,玻(bo)璃水(shui)(shui)平(ping)(ping)儀(yi)(yi)(yi)精度比較(jiao)高。國(guo)(guo)外市場質量比較(jiao)好的(de)高精度水(shui)(shui)平(ping)(ping)儀(yi)(yi)(yi)如:SOLA,BOSCH,ECONNS,EPOCH,RISUX。國(guo)(guo)內知名品牌有:東方精工,長城, 恒銳 等。
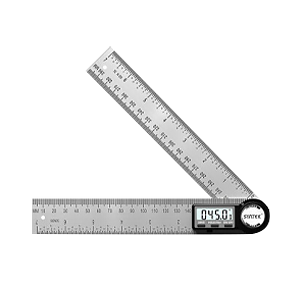
電子式水平儀,它用來(lai)測量高精度(du)的工(gong)具機,如NC車床(chuang)、銑床(chuang)、切削(xue)加工(gong)機、三次元量床(chuang)等床(chuang)面,其靈敏度(du)非常高,若(ruo)以(yi)測量時可左右偏移(yi)25刻度(du)計算,測量工(gong)件(jian)只(zhi)在一定的傾斜范圍內(nei)均(jun)可測量。
電(dian)子水平儀的主要原理有電(dian)感(gan)式和(he)電(dian)容式等兩種。根據測量方向(xiang)不同還可分為一維和(he)二維電(dian)子水平儀。
電(dian)感(gan)式原理:當水平儀的基(ji)座因待測(ce)工件傾斜而傾斜時,其內部擺錘(chui)因移動(dong)所造成(cheng)(cheng)感(gan)應線(xian)圈的電(dian)壓變化。電(dian)容式水平儀其測(ce)量原理為一(yi)圓形擺錘(chui)自由懸(xuan)(xuan)掛在細在線(xian),擺錘(chui)受地心重力所影響(xiang),且(qie)懸(xuan)(xuan)浮于無摩擦狀況。擺錘(chui)的兩(liang)邊均設(she)有電(dian)極且(qie)間隙相同時電(dian)容量是(shi)相等,若(ruo)水平儀受待測(ce)工件所影響(xiang)而造成(cheng)(cheng),兩(liang)間隙不同距離改變即產生電(dian)容不同,形成(cheng)(cheng)角度的差異。
紅外線水平儀的檢驗
水平(ping)儀的(de)(de)檢(jian)驗(yan)必須按照相應的(de)(de)標(biao)準進(jin)行(xing)。檢(jian)驗(yan)室內(nei)的(de)(de)溫度應為(wei)20±2℃,檢(jian)驗(yan)應在堅固無振動影響、并遠離(li)熱源的(de)(de)條件(jian)下進(jin)行(xing)。檢(jian)驗(yan)前,必須將(jiang)水平(ping)儀的(de)(de)各部件(jian)擦洗干凈(jing),然后將(jiang)水平(ping)儀置于檢(jian)驗(yan)室內(nei)金屬平(ping)板上,同溫時(shi)間不(bu)得少于3h。
外觀檢驗
對新出廠(chang)的水平儀(yi),工作(zuo)面應(ying)(ying)(ying)(ying)平整、光滑(hua)且不(bu)應(ying)(ying)(ying)(ying)有砂眼、氣孔、碰(peng)傷、劃痕、銹(xiu)蝕等缺陷(xian)。非(fei)工作(zuo)面上不(bu)允許有脫漆、生銹(xiu)和(he)(he)明顯的缺陷(xian)。水準器應(ying)(ying)(ying)(ying)清(qing)潔透(tou)明,其刻線(xian)應(ying)(ying)(ying)(ying)清(qing)晰、均勻,不(bu)應(ying)(ying)(ying)(ying)有脫色現象,刻線(xian)應(ying)(ying)(ying)(ying)與水準器軸線(xian)相(xiang)垂直(zhi)。在水平儀(yi)非(fei)工作(zuo)面上,應(ying)(ying)(ying)(ying)標有制造廠(chang)廠(chang)名、出廠(chang)編號和(he)(he)分(fen)度值。
各部分相互作用
主(zhu)水(shui)準器安裝(zhuang)應(ying)(ying)牢固,零位調節裝(zhuang)置應(ying)(ying)保(bao)證(zheng)使用方便、可靠。氣泡(pao)(pao)移動應(ying)(ying)平穩(wen),不(bu)(bu)應(ying)(ying)有目(mu)力可見的跳動或停滯現象。當室溫為20℃時(shi),,氣泡(pao)(pao)長度應(ying)(ying)等(deng)于兩條長刻度線之間的距離(li),其偏差對分度為0。02~0。05mm/m者不(bu)(bu)應(ying)(ying)超過(guo)±1格;對分度為0。06~0。10mm/m者不(bu)(bu)應(ying)(ying)超過(guo)±0。5格。 氣泡(pao)(pao)的移動平穩(wen)性(xing)和氣泡(pao)(pao)的長度,應(ying)(ying)在水(shui)平儀檢(jian)定(ding)儀上進行(xing)檢(jian)驗。
工作面的平面度
水平(ping)儀工(gong)作(zuo)(zuo)面(mian)(mian)(mian)(mian)不允許有凸(tu)起現象,其平(ping)面(mian)(mian)(mian)(mian)度(du)(du)(du)應符(fu)合表6—10—54的(de)規定(ding)。 工(gong)作(zuo)(zuo)面(mian)(mian)(mian)(mian)長度(du)(du)(du) 150~200 250~300 ,平(ping)面(mian)(mian)(mian)(mian)度(du)(du)(du)偏差(cha) <0。003 <0。005,對磨制(zhi)和(he)研磨的(de)工(gong)作(zuo)(zuo)面(mian)(mian)(mian)(mian),其平(ping)面(mian)(mian)(mian)(mian)度(du)(du)(du)用尺(chi)寸不小于被(bei)檢(jian)面(mian)(mian)(mian)(mian)長度(du)(du)(du)的(de)零(ling)級(ji)刀(dao)口尺(chi),以光(guang)隙(xi)(xi)法進(jin)行檢(jian)定(ding),這一檢(jian)定(ding)工(gong)作(zuo)(zuo)應在工(gong)作(zuo)(zuo)面(mian)(mian)(mian)(mian)的(de)縱向、橫向和(he)對角線的(de)方向的(de)幾個(ge)位置上(shang)進(jin)行。以看到的(de)最(zui)大(da)間(jian)隙(xi)(xi)為該表面(mian)(mian)(mian)(mian)的(de)平(ping)面(mian)(mian)(mian)(mian)度(du)(du)(du)偏差(cha)。在估計間(jian)隙(xi)(xi)大(da)小時(shi),可(ke)由量塊組成的(de)標準間(jian)隙(xi)(xi)進(jin)行比較。
對刮(gua)制工作面的(de)平(ping)面度(du),用零(ling)級平(ping)板以涂色法(fa)進行檢定(ding)。在邊長為(wei)(wei)25mm正方形(xing)面積(ji)內的(de)斑(ban)點(dian)數,對于(yu)分(fen)(fen)度(du)值(zhi)為(wei)(wei)0。02~0。05mm/m的(de)水平(ping)儀不應(ying)少(shao)于(yu)25點(dian),對于(yu)分(fen)(fen)度(du)值(zhi)為(wei)(wei)0。06~0。10mm/m的(de)水平(ping)儀不應(ying)少(shao)于(yu)20點(dian),斑(ban)點(dian)分(fen)(fen)布應(ying)均(jun)勻。
V形工作面(mian)的(de)(de)(de)直(zhi)線度,用檢(jian)定心(xin)軸(zhou)以(yi)涂色法進行檢(jian)定。把涂有紅鉛粉的(de)(de)(de)心(xin)軸(zhou)放在V形面(mian)上(shang)轉(zhuan)動,在V形面(mian)上(shang)看到的(de)(de)(de)接觸線,不(bu)允許有超(chao)過10mm的(de)(de)(de)間斷。
零位檢驗
氣泡對(dui)中間位(wei)(wei)置的(de)(de)(de)偏移,不應超過分度值的(de)(de)(de)1/4。對(dui)于(yu)水平(ping)(ping)(ping)(ping)儀下(xia)工(gong)(gong)(gong)作(zuo)面(mian)零(ling)位(wei)(wei)的(de)(de)(de)檢驗可(ke)在零(ling)級平(ping)(ping)(ping)(ping)板(ban)上進(jin)(jin)行(xing),也可(ke)以在水平(ping)(ping)(ping)(ping)儀檢定(ding)儀上進(jin)(jin)行(xing);對(dui)于(yu)水平(ping)(ping)(ping)(ping)儀的(de)(de)(de)下(xia)V形工(gong)(gong)(gong)作(zuo)面(mian)的(de)(de)(de)零(ling)位(wei)(wei)檢驗,應在專用工(gong)(gong)(gong)具(ju)上進(jin)(jin)行(xing);對(dui)于(yu)框(kuang)式水平(ping)(ping)(ping)(ping)儀的(de)(de)(de)上平(ping)(ping)(ping)(ping)面(mian)工(gong)(gong)(gong)作(zuo)面(mian),上V形工(gong)(gong)(gong)作(zuo)面(mian),側平(ping)(ping)(ping)(ping)面(mian)工(gong)(gong)(gong)作(zuo)面(mian)和側V形工(gong)(gong)(gong)作(zuo)面(mian)的(de)(de)(de)零(ling)位(wei)(wei),也應在專用工(gong)(gong)(gong)具(ju)上進(jin)(jin)行(xing)。
水(shui)平儀的零(ling)位穩定性(xing),要求(qiu)在檢定下工作面零(ling)位合格后(hou),相隔4h,再次對零(ling)位進行一次檢定,其變化仍(reng)不得超過(guo)零(ling)位偏差(cha)的允許范圍。
誤差的檢定
應在水平儀檢定儀上進行。實測平均角值與公稱角值之差,不應超過公稱角值的10%。分度值的不均勻性,不應超過分度值的20%。即相鄰讀數差都在0。8~1。2格范圍內。 水平儀分度值誤差的檢定,應在氣泡的左右兩個刻度上進行。為消除水平儀檢定儀微動(dong)螺釘死程(cheng)的影響,微動(dong)螺釘應(ying)按一個方向旋轉。