【鍍(du)鋅(xin)(xin)無(wu)縫(feng)鋼(gang)管(guan)】鍍(du)鋅(xin)(xin)無(wu)縫(feng)鋼(gang)管(guan)用(yong)途 鍍(du)鋅(xin)(xin)無(wu)縫(feng)鋼(gang)管(guan)簡(jian)介
鍍鋅無縫鋼管簡介
鍍鋅(xin)(xin)鋼(gang)(gang)管(guan)分為冷鍍鋅(xin)(xin)鋼(gang)(gang)管(guan)、熱鍍鋅(xin)(xin)鋼(gang)(gang)管(guan),冷鍍鋅(xin)(xin)鋼(gang)(gang)管(guan)已被禁(jin)用(yong)(yong),后者還被國(guo)家(jia)提倡暫時(shi)能使(shi)用(yong)(yong)。六七十(shi)年代(dai),國(guo)際(ji)上發達國(guo)家(jia)開(kai)始開(kai)發新型管(guan)材(cai),并陸續禁(jin)用(yong)(yong)鍍鋅(xin)(xin)管(guan)。中國(guo)建設(she)部等四部委也(ye)發文(wen)明確從2000年起禁(jin)用(yong)(yong)鍍鋅(xin)(xin)管(guan)作為供水(shui)管(guan),新建小區的(de)冷水(shui)管(guan)已經很少使(shi)用(yong)(yong)鍍鋅(xin)(xin)管(guan)了(le),有些小區的(de)熱水(shui)管(guan)使(shi)用(yong)(yong)的(de)是鍍鋅(xin)(xin)管(guan)。熱鍍鋅(xin)(xin)鋼(gang)(gang)管(guan)在(zai)消防、電力(li)和高速公路上有廣泛的(de)應用(yong)(yong)。
產品應用
熱(re)鍍鋅鋼管(guan)廣泛應用于(yu)建(jian)筑(zhu)、機械、煤礦、化工(gong)、電力、鐵道車輛、汽車工(gong)業、公路(lu)、橋梁、集裝箱、體育設施、農業機械、石油機械、探(tan)礦機械等(deng)制造工(gong)業。
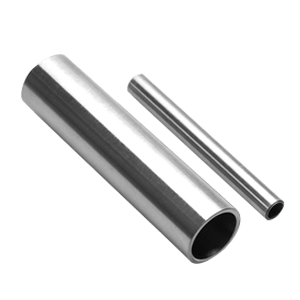
鍍鋅鋼管 表面有熱浸鍍或電鍍鋅層的焊接鋼管。鍍鋅可增加鋼管的抗腐蝕能力,延長使用壽命。鍍鋅管的用途很廣,除作輸水、煤氣、油等一般低壓力流體的管線管外,還用作石油工(gong)業特別是海洋(yang)油(you)田的(de)(de)油(you)井管、輸(shu)油(you)管,化工(gong)焦化設(she)備(bei)的(de)(de)油(you)加(jia)熱器(qi)、冷凝冷卻(que)器(qi)、煤餾洗油(you)交換器(qi)用管,以及(ji)棧橋管樁(zhuang)、礦山坑道的(de)(de)支撐架用管等。
詳細介紹
熱鍍鋅管
熱鍍(du)(du)鋅(xin)管(guan)是使(shi)熔融金屬與鐵(tie)(tie)基體(ti)(ti)反應而產生(sheng)合金層(ceng),從而使(shi)基體(ti)(ti)和(he)鍍(du)(du)層(ceng)二(er)者相結合。熱鍍(du)(du)鋅(xin)是先將鋼(gang)(gang)管(guan)進行酸洗,為了(le)去(qu)除鋼(gang)(gang)管(guan)表面的(de)(de)(de)氧化(hua)鐵(tie)(tie),酸洗后,通(tong)過氯(lv)化(hua)銨(an)或氯(lv)化(hua)鋅(xin)水溶液(ye)或氯(lv)化(hua)銨(an)和(he)氯(lv)化(hua)鋅(xin)混合水溶液(ye)槽(cao)中進行清(qing)洗,然后送入熱浸鍍(du)(du)槽(cao)中。熱鍍(du)(du)鋅(xin)具有鍍(du)(du)層(ceng)均勻,附著力(li)強,使(shi)用壽命長等(deng)優(you)點(dian)。熱鍍(du)(du)鋅(xin)鋼(gang)(gang)管(guan)基體(ti)(ti)與熔融的(de)(de)(de)鍍(du)(du)液(ye)發生(sheng)復(fu)雜(za)的(de)(de)(de)物理、化(hua)學反應,形成耐腐蝕的(de)(de)(de)結構緊密的(de)(de)(de)鋅(xin)一鐵(tie)(tie)合金層(ceng)。合金層(ceng)與純鋅(xin)層(ceng)、鋼(gang)(gang)管(guan)基體(ti)(ti)融為一體(ti)(ti)。故其耐腐蝕能力(li)強。
冷鍍鋅管
冷鍍鋅管就是電鍍鋅,鍍鋅量很少,只有10-50g/m2,其本身的耐腐蝕性比熱鍍鋅管相差很多。正規的鍍鋅管生產廠家,為了保證質量,大多不采用電鍍鋅(冷鍍)。只有那些規模小、設備陳舊的小企業采用電鍍鋅,當然他們的價格也相對便宜一些。建設部已正式下文,淘汰技術落后的冷鍍鋅管,不準用冷鍍鋅管作水、煤氣管。 冷鍍鋅鋼管鍍鋅層是電鍍層,鋅層與鋼管基體獨立分層(ceng)(ceng)。鋅層(ceng)(ceng)較薄(bo),鋅層(ceng)(ceng)簡單附著在鋼管(guan)基體上(shang),容易脫(tuo)落。故其耐腐(fu)蝕性能差(cha)。在新建(jian)住宅中,禁(jin)止使用冷鍍鋅鋼管(guan)作(zuo)為(wei)給水管(guan)。
重量系數
公稱壁厚mm:2.0、2.5、2.8、3.2、3.5、3.8、4.0、4.5。
系數參數c:1.064、1.051、1.045、1.040、1.036、1.034、1.032、1.028。
注鋼(gang)材力學性能(neng)是保(bao)證鋼(gang)材最終(zhong)使用性能(neng)(機械性能(neng))的(de)(de)(de)重要(yao)(yao)指標(biao)(biao),它取決于鋼(gang)的(de)(de)(de)化(hua)學成分和熱(re)處理制(zhi)度。在鋼(gang)管標(biao)(biao)準中,根據(ju)不同的(de)(de)(de)使用要(yao)(yao)求(qiu),規定了拉伸性能(neng)(抗拉強度、屈服強度或(huo)屈服點、伸長(chang)率)以及(ji)硬度、韌性指標(biao)(biao),還有(you)用戶要(yao)(yao)求(qiu)的(de)(de)(de)高、低溫性能(neng)等。:鋼(gang)的(de)(de)(de)牌號:Q215A;Q215B;Q235A;Q235B。
試驗(yan)壓力值(zhi)/Mpa:D10.2-168.3mm為3Mpa;D177.8-323.9mm為5Mpa
現行國標
鍍鋅管國家標準及尺寸標準
GB/T3091-2015 低(di)壓流體輸(shu)送焊接鋼管
GB/T13793-2008 直(zhi)縫電焊(han)鋼管
GB/T21835-2008 焊接鋼管尺寸及單位(wei)長度重量
鍍鋅無縫(feng)鋼管用途
常(chang)說的(de)鍍鋅(xin)管(guan),鍍鋅(xin)管(guan)的(de)用途(tu)煤氣、暖氣用的(de)那種鐵管(guan)也是鍍鋅(xin)管(guan),鍍鋅(xin)管(guan)作(zuo)為水(shui)管(guan),使用幾年后,管(guan)內產生(sheng)大量(liang)銹垢,流出的(de)黃水(shui)不僅污染潔具,而且夾(jia)雜著不光滑內壁滋生(sheng)的(de)細菌,銹蝕造成(cheng)水(shui)中重(zhong)金(jin)屬含量(liang)過高,嚴重(zhong)危害人體的(de)健康。
生產步驟
a.圓鋼(gang)準(zhun)備;b.加(jia)(jia)熱(re);c.熱(re)軋(ya)穿孔(kong);d.切頭;e.酸(suan)洗;f.修磨;g.潤滑(hua);h.冷(leng)軋(ya)加(jia)(jia)工;i.脫脂(zhi);j.固(gu)溶熱(re)處理;k.矯直;l.切管;m.酸(suan)洗;n.成品檢驗。
技術要求
1、牌號和化學成分
鍍(du)鋅鋼管用鋼的牌(pai)號和(he)化學(xue)(xue)成分(fen)應符合GB/T3092所規(gui)定(ding)的黑管用鋼的牌(pai)號和(he)化學(xue)(xue)成分(fen)。
2、制造方法
黑(hei)管的制造(zao)方法(爐焊或電焊)由制造(zao)廠(chang)選擇(ze)。鍍鋅采用(yong)熱浸鍍鋅法。
3、螺紋及管接頭
a: 帶螺(luo)紋交貨的鍍鋅鋼(gang)管,螺(luo)紋應在鍍鋅后車(che)制。螺(luo)紋應符合YB822的規定。
b:鋼制(zhi)管接(jie)頭應符合(he)(he)YB238的規定;可鍛鑄鐵管接(jie)頭應符合(he)(he)YB230的規定。
4、力(li)(li)學性能鋼管鍍鋅前的力(li)(li)學性能應符合GB3092的規(gui)定。
5、鍍鋅(xin)層的均勻(yun)性鍍鋅(xin)鋼(gang)管應作鍍鋅(xin)層均勻(yun)性的試驗。鋼(gang)管試樣在(zai)硫酸(suan)銅溶(rong)液中連續(xu)浸漬5次(ci)不得變紅(鍍銅色)。
6、冷(leng)彎(wan)曲(qu)試(shi)(shi)驗公稱口(kou)徑(jing)不大(da)于50mm的鍍鋅鋼管應(ying)作冷(leng)彎(wan)曲(qu)試(shi)(shi)驗。彎(wan)曲(qu)角度為(wei)90°,彎(wan)曲(qu)半徑(jing)為(wei)外徑(jing)的8倍(bei)。試(shi)(shi)驗時不帶(dai)填(tian)充物(wu),試(shi)(shi)樣焊縫處應(ying)置于彎(wan)曲(qu)方向的外側(ce)或(huo)上(shang)部。試(shi)(shi)驗后,試(shi)(shi)樣上(shang)不應(ying)有裂縫及鋅層剝落同(tong)象(xiang)。
7、水壓試驗水壓試驗應在黑管進行,也可用渦流探(tan)傷(shang)代替水壓試驗。試驗壓力或渦流探(tan)傷(shang)對(dui)比試樣尺寸應符合(he)GB 3092的規(gui)定。鋼材力學性能是(shi)保證鋼材最(zui)終(zhong)使(shi)用性能(機(ji)械性能)的重要指標,
力學性能
1、抗(kang)拉強度(σb):試樣(yang)(yang)在拉伸過程中(zhong),在拉斷(duan)時(shi)所(suo)承(cheng)受(shou)的最(zui)大力(li)(li)(Fb),除以試樣(yang)(yang)原橫截面(mian)積(So)所(suo)得的應力(li)(li)(σ),稱為(wei)(wei)抗(kang)拉強度(σb),單位(wei)為(wei)(wei)N/mm2(MPa)。它表(biao)示金屬材(cai)料在拉力(li)(li)作(zuo)用下(xia)抵抗(kang)破壞的最(zui)大能(neng)力(li)(li)。式中(zhong):Fb--試樣(yang)(yang)拉斷(duan)時(shi)所(suo)承(cheng)受(shou)的最(zui)大力(li)(li),N(牛(niu)頓); So--試樣(yang)(yang)原始橫截面(mian)積,mm2。
2、屈(qu)(qu)(qu)服(fu)(fu)(fu)點(dian)(σs):具有屈(qu)(qu)(qu)服(fu)(fu)(fu)現象(xiang)的(de)金屬材料,試(shi)樣在拉伸過程中力不增加(保持恒(heng)定)仍能繼續伸長時的(de)應(ying)力,稱(cheng)屈(qu)(qu)(qu)服(fu)(fu)(fu)點(dian)。若(ruo)力發生下(xia)降(jiang)時,則(ze)應(ying)區分上(shang)、下(xia)屈(qu)(qu)(qu)服(fu)(fu)(fu)點(dian)。屈(qu)(qu)(qu)服(fu)(fu)(fu)點(dian)的(de)單位為(wei)N/mm2(MPa)。 上(shang)屈(qu)(qu)(qu)服(fu)(fu)(fu)點(dian)(σsu):試(shi)樣發生屈(qu)(qu)(qu)服(fu)(fu)(fu)而(er)力首次下(xia)降(jiang)前的(de)最大應(ying)力; 下(xia)屈(qu)(qu)(qu)服(fu)(fu)(fu)點(dian)(σsl):當不計初始瞬時效應(ying)時,屈(qu)(qu)(qu)服(fu)(fu)(fu)階段(duan)中的(de)最小應(ying)力。 式中:Fs--試(shi)樣拉伸過程中屈(qu)(qu)(qu)服(fu)(fu)(fu)力(恒(heng)定),N(牛頓)So--試(shi)樣原始橫截面積,mm2。
3、斷后(hou)(hou)伸(shen)長(chang)(chang)率:(σ)在拉(la)伸(shen)試(shi)(shi)(shi)驗中(zhong),試(shi)(shi)(shi)樣拉(la)斷后(hou)(hou)其標(biao)距所增加(jia)的長(chang)(chang)度與(yu)原(yuan)標(biao)距長(chang)(chang)度的百(bai)分比,稱為伸(shen)長(chang)(chang)率。以σ表示,單位為%。式中(zhong):L1--試(shi)(shi)(shi)樣拉(la)斷后(hou)(hou)的標(biao)距長(chang)(chang)度,mm; L0--試(shi)(shi)(shi)樣原(yuan)始標(biao)距長(chang)(chang)度,mm。
4、斷面收縮(suo)(suo)率:(ψ)在拉伸試(shi)(shi)驗中(zhong),試(shi)(shi)樣拉斷后(hou)其縮(suo)(suo)徑處橫(heng)截面積(ji)的(de)最(zui)大縮(suo)(suo)減(jian)量(liang)與原(yuan)始(shi)橫(heng)截面積(ji)的(de)百分比(bi),稱為(wei)斷面收縮(suo)(suo)率。以ψ表(biao)示,單(dan)位為(wei)%。式(shi)中(zhong):S0--試(shi)(shi)樣原(yuan)始(shi)橫(heng)截面積(ji),mm2; S1--試(shi)(shi)樣拉斷后(hou)縮(suo)(suo)徑處的(de)最(zui)少橫(heng)截面積(ji),mm2。
5、硬(ying)度(du)(du)指標 :金屬(shu)材料抵抗硬(ying)的物體壓陷(xian)表(biao)面(mian)的能力(li),稱(cheng)為硬(ying)度(du)(du)。根據(ju)試驗方法和適(shi)用范圍不同,硬(ying)度(du)(du)又(you)可分(fen)為布氏硬(ying)度(du)(du)、洛(luo)氏硬(ying)度(du)(du)、維氏硬(ying)度(du)(du)、肖氏硬(ying)度(du)(du)、顯(xian)微硬(ying)度(du)(du)和高(gao)溫硬(ying)度(du)(du)等。對于管材一般(ban)常用的有布氏、洛(luo)氏、維氏硬(ying)度(du)(du)三種。
6、布(bu)(bu)氏硬度(HB):用一(yi)定(ding)(ding)直徑的鋼(gang)球(qiu)(qiu)或硬質合金(jin)球(qiu)(qiu),以規(gui)定(ding)(ding)的試驗(yan)(yan)力(li)(li)(F)壓入式(shi)樣表面(mian),經規(gui)定(ding)(ding)保持時間后卸(xie)除(chu)(chu)試驗(yan)(yan)力(li)(li),測量試樣表面(mian)的壓痕直徑(L)。布(bu)(bu)氏硬度值(zhi)是以試驗(yan)(yan)力(li)(li)除(chu)(chu)以壓痕球(qiu)(qiu)形(xing)表面(mian)積所得(de)的商。以HBS(鋼(gang)球(qiu)(qiu))表示(shi),單位(wei)為N/mm2(MPa)。
性能影響
( 1 )碳;含碳量越(yue)高,鋼的(de)硬度(du)就(jiu)越(yue)高,但(dan)是它的(de)可塑性和韌性就(jiu)越(yue)差.
( 2 )硫(liu);是鋼中的(de)有害雜物,含(han)硫(liu)較高的(de)鋼在高溫進(jin)行壓力加工(gong)時,容易脆裂,通常叫作(zuo)熱脆性.
( 3 )磷(lin);能使(shi)鋼的(de)可塑性及(ji)韌性明顯下(xia)降,特別的(de)在低溫(wen)下(xia)更為嚴重,這種現象(xiang)叫(jiao)作(zuo)冷脆性.在優(you)質鋼中,硫和磷(lin)要嚴格控制.但(dan)從另(ling)方面(mian)看,在低碳(tan)鋼中含有較(jiao)高的(de)硫和磷(lin),能使(shi)其切削易斷,對改善(shan)鋼的(de)可切削性是有利的(de).
( 4 )錳;能(neng)提高(gao)鋼的(de)(de)(de)強度,能(neng)消弱和(he)消除硫的(de)(de)(de)不良(liang)影響,并能(neng)提高(gao)鋼的(de)(de)(de)淬透性(xing),含(han)錳量(liang)很高(gao)的(de)(de)(de)高(gao)合金鋼(高(gao)錳鋼)具有良(liang)好的(de)(de)(de)耐磨(mo)性(xing)和(he)其(qi)它的(de)(de)(de)物理性(xing)能(neng).
( 5 )硅(gui);它可(ke)以提高鋼(gang)的(de)硬(ying)度,但是可(ke)塑性和韌性下(xia)降,電(dian)工用(yong)的(de)鋼(gang)中含有一定量(liang)的(de)硅(gui),能改善軟(ruan)磁性能.
( 6 )鎢;能提高鋼的紅(hong)硬性和熱強性,并能提高鋼的耐磨性。
( 7 )鉻;能(neng)提高鋼的淬透性和耐磨(mo)性,能(neng)改(gai)善鋼的抗腐(fu)蝕能(neng)力和抗氧化作用(yong).
為提高的(de)耐腐蝕性(xing)能,對一般鋼管(guan)(黑管(guan))進(jin)行(xing)鍍(du)(du)鋅(xin)(xin)。鍍(du)(du)鋅(xin)(xin)鋼管(guan)分熱鍍(du)(du)鋅(xin)(xin)和電鋼鋅(xin)(xin)兩種,熱鍍(du)(du)鋅(xin)(xin)鍍(du)(du)鋅(xin)(xin)層厚,電鍍(du)(du)鋅(xin)(xin)成本(ben)低,所以有(you)了鍍(du)(du)鋅(xin)(xin)鋼管(guan)。
除銹的方法
首先利用溶(rong)劑清(qing)洗鋼(gang)材表面,把表面的有(you)機(ji)物(wu)去除(chu),然后使(shi)(shi)用工具(ju)除(chu)銹(鋼(gang)絲刷),去除(chu)松(song)動或(huo)傾斜(xie)的規模,鐵銹,焊(han)渣等,使(shi)(shi)用酸洗的方式。
鍍鋅鋼管的連接方式
鍍(du)鋅(xin)分為(wei)熱(re)鍍(du)和冷鍍(du),熱(re)鍍(du)不易(yi)(yi)上銹(xiu),冷鍍(du)較易(yi)(yi)上銹(xiu)。
鍍鋅鋼管連接方(fang)式:螺紋,焊接
問題解決方法
其一、滾槽方式連接
(一)滾槽焊縫開裂:
1.將管口(kou)壓槽部分的內(nei)壁焊筋磨平,減少滾槽阻力。
2.調整鋼管與滾(gun)槽設(she)(she)備的軸心,并要求鋼管與滾(gun)槽設(she)(she)備水平。
3.調整壓槽速度(du),壓槽成(cheng)型時長不(bu)能超過規(gui)定,均勻、緩慢施(shi)力。
(二)滾槽鋼管斷裂:
1.將鋼管(guan)管(guan)口壓槽部分(fen)內壁焊(han)筋磨平,減少滾槽阻力(li)。
2.調整鋼管(guan)(guan)與滾(gun)槽設備的軸心,要(yao)求鋼管(guan)(guan)與滾(gun)槽設備水平。
3.調整壓槽速度,壓槽速度不(bu)能超過規(gui)定,均勻(yun)、緩(huan)慢施力(li)。
4.檢查滾槽設備的支撐輥與壓力輥的寬度和型號,是(shi)否(fou)存在(zai)兩輥尺寸(cun)不相匹配而造成咬(yao)合現象。
5.用游標卡尺檢查鋼管的溝槽是否規定。
(三)滾槽機滾壓成型的溝槽應符合下列要求:
1.管端至溝槽段的表面應平整無(wu)凹凸、無(wu)滾痕(hen)。
2.溝槽圓(yuan)心應與管壁(bi)同(tong)心,溝槽寬(kuan)度、深度應符(fu)合(he)要(yao)求,并檢(jian)查卡(ka)箍件型(xing)號是否正確。
3.在橡膠密封圈(quan)上涂(tu)抹潤滑劑并檢查橡膠密封圈(quan)是否有(you)損傷,潤滑劑不得采用油(you)潤滑劑。
其二、焊接式連接
1.鍍鋅鋼(gang)管(guan)管(guan)口(kou)對接(jie)后不在(zai)一條直(zhi)線(xian)和鋼(gang)管(guan)存在(zai)斜口(kou)的問題(ti),建議將鋼(gang)管(guan)管(guan)頭(tou)截掉一小段兒后再進行加工。
2.鍍(du)鋅鋼(gang)(gang)管(guan)(guan)(guan)管(guan)(guan)(guan)口對接后(hou)出現兩(liang)支管(guan)(guan)(guan)口對接不(bu)嚴現象,導致焊口薄厚(hou)不(bu)均勻;以及鋼(gang)(gang)管(guan)(guan)(guan)由于本身原因或運(yun)輸磕碰(peng),造成(cheng)管(guan)(guan)(guan)口橢圓,建議將鋼(gang)(gang)管(guan)(guan)(guan)管(guan)(guan)(guan)頭截掉一小段兒后(hou)再進行加工(gong)。
3.鍍鋅鋼管(guan)管(guan)口對接(jie)后,管(guan)口部位(wei)出現砂(sha)眼(yan)。
4.焊接時由(you)于(yu)技術原(yuan)因造成。
5.管口存在鋅瘤(liu)(liu),造成焊接困難(nan)和砂(sha)眼問題,對鋅瘤(liu)(liu)過大、過多管進行簡(jian)單的鋅瘤(liu)(liu)去除(chu)處理。
其三、車絲式連接
1.絲(si)扣亂(luan)扣:管箍與絲(si)扣不(bu)能(neng)完(wan)全接觸、松動,截(jie)掉亂(luan)扣部分,重新(xin)車絲(si)安(an)裝(zhuang)。
2.鋼管絲扣與管箍絲扣不吻合,不能(neng)連接,應更換管箍或調整設備重新車絲。
3.鋼管(guan)(guan)車絲后漏印:測量鋼管(guan)(guan)的(de)壁厚是(shi)否(fou)能夠達到(dao)車絲管(guan)(guan)標準厚度要求。