一、鍍鋅管件可以焊接嗎
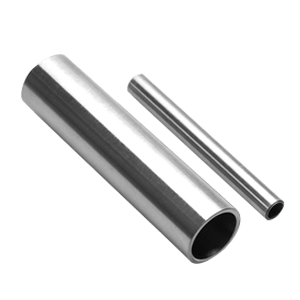
日(ri)常生(sheng)活中鍍鋅管(guan)(guan)是比(bi)較常見的(de)(de),一般(ban)用(yong)來輸(shu)送(song)煤氣(qi)、暖氣(qi)等低壓力流(liu)體,也可以用(yong)于(yu)棧(zhan)橋管(guan)(guan)樁、礦山(shan)坑(keng)道的(de)(de)支(zhi)撐架(jia)用(yong)管(guan)(guan)、油田(tian)的(de)(de)油井(jing)管(guan)(guan)、輸(shu)油管(guan)(guan)等,那(nei)么鍍鋅管(guan)(guan)件能焊接嗎(ma)?
一般來(lai)說(shuo),鍍鋅(xin)管(guan)件是(shi)可以焊(han)(han)接的,普通(tong)的鍍鋅(xin)管(guan)鍍鋅(xin)層(ceng)(ceng)(ceng)比較薄(bo),使用普通(tong)的電(dian)焊(han)(han)或者(zhe)氣保(bao)焊(han)(han)接,其(qi)中氣體保(bao)護焊(han)(han)接主(zhu)要適用于(yu)不便于(yu)打磨、需要帶鍍鋅(xin)層(ceng)(ceng)(ceng)焊(han)(han)接的情況;鍍鋅(xin)層(ceng)(ceng)(ceng)偏厚的話,則可以考慮用焊(han)(han)條氬弧焊(han)(han)焊(han)(han)接。
 該圖片由注冊用戶"荊湖酒徒"提供,版權聲明反饋
該圖片由注冊用戶"荊湖酒徒"提供,版權聲明反饋
二、鍍鋅管應該如何焊接
鍍(du)(du)鋅管(guan)耐(nai)腐蝕、使用壽命長、價(jia)格也相對比較低廉,因此用途廣泛,在焊接鍍(du)(du)鋅管(guan)的(de)(de)時候,我們(men)要注意正確的(de)(de)鍍(du)(du)鋅管(guan)焊接方法和一些需要注意的(de)(de)事項:
1、焊接前
鍍(du)鋅(xin)鋼的(de)(de)焊前(qian)準(zhun)備與一(yi)般的(de)(de)低碳(tan)鋼一(yi)樣,主要是(shi)處理好(hao)坡口尺寸(cun)和附近的(de)(de)鍍(du)鋅(xin)層(ceng),坡口尺寸(cun)一(yi)般為(wei)60-65°,留有(you)一(yi)定的(de)(de)間隙,一(yi)般為(wei)1.5~2.5mm;在(zai)焊接之前(qian),為(wei)了(le)減少(shao)鋅(xin)對焊縫的(de)(de)滲透,要將坡口內的(de)(de)鍍(du)鋅(xin)層(ceng)清除以后再焊。
2、焊接時
焊(han)(han)接(jie)(jie)手(shou)法(fa)采(cai)用集中打坡口,不留鈍邊工(gong)藝(yi)進行集中控制,兩層焊(han)(han)接(jie)(jie)工(gong)藝(yi)減少未焊(han)(han)透的可能性,焊(han)(han)接(jie)(jie)時還要注(zhu)意:
(1)在焊(han)(han)多(duo)層(ceng)焊(han)(han)的(de)第一層(ceng)焊(han)(han)縫(feng)時,盡量使鋅層(ceng)熔(rong)化并(bing)使之汽化、蒸發(fa)而逸(yi)出焊(han)(han)縫(feng),可大大減少液體鋅留在焊(han)(han)縫(feng)中。
(2)在(zai)焊(han)(han)角焊(han)(han)縫時,同(tong)樣在(zai)第一層盡(jin)量使鋅層熔化并使之(zhi)汽化、蒸(zheng)發而(er)逸出焊(han)(han)縫,其方法(fa)是先將焊(han)(han)條端部(bu)向(xiang)前(qian)移出約5~7mm左右,當使鋅層熔化后再回到原(yuan)來位(wei)置繼(ji)續(xu)向(xiang)前(qian)施焊(han)(han)。
(3)橫焊(han)和立焊(han)時,建議選用(yong)短渣焊(han)條(tiao)如J427,這樣咬邊(bian)傾向會很小;采用(yong)前(qian)后往返運(yun)條(tiao)技術,焊(han)接質量更佳。
3、焊接后
鍍(du)(du)鋅(xin)(xin)管在焊(han)(han)接后(hou),必須把焊(han)(han)接處的(de)鍍(du)(du)鋅(xin)(xin)層(ceng)打(da)磨(mo)掉,否則會產(chan)生(sheng)氣泡、沙眼、假焊(han)(han)等問題,還會使焊(han)(han)縫變(bian)脆(cui),剛性下降(jiang)。