【熱流道(dao)模具】熱流道(dao)模具好不好 熱流道(dao)模具的優缺點分析(xi)
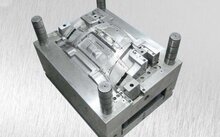
 該圖片由注冊用戶"健康生活"提供,版權聲明反饋
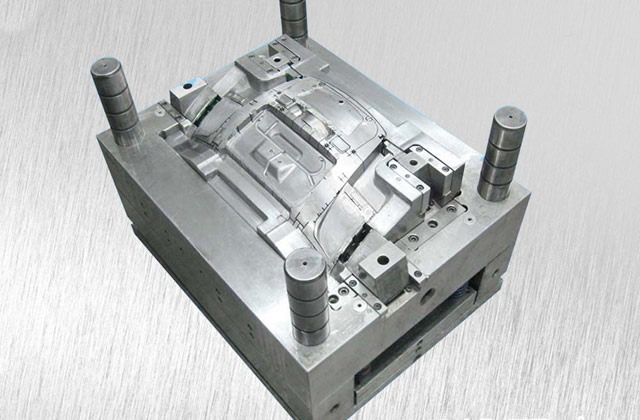
該圖片由注冊用戶"健康生活"提供,版權聲明反饋
熱流道模具優點
縮(suo)短(duan)(duan)周期(qi):制(zhi)件成(cheng)型(xing)(xing)周期(qi)縮(suo)短(duan)(duan),因沒(mei)有澆道系統冷卻時(shi)間的(de)限制(zhi),制(zhi)件成(cheng)型(xing)(xing)固化后便可及時(shi)頂出。許多用熱流道模具生產的(de)薄壁零件成(cheng)型(xing)(xing)周期(qi)可在(zai)5秒鐘以(yi)下。
節省塑料(liao)(liao):在純(chun)熱(re)流(liu)道模具中因(yin)沒有冷(leng)澆道,所(suo)以無生產費料(liao)(liao)。這對于塑料(liao)(liao)價(jia)(jia)格(ge)貴(gui)的應(ying)用項目(mu)意義尤其重大。事實上,國(guo)際上主要的熱(re)流(liu)道生產廠商均(jun)在世(shi)界上石油及塑料(liao)(liao)原料(liao)(liao)價(jia)(jia)格(ge)昂(ang)貴(gui)的年代得到了迅猛的發展。因(yin)為熱(re)流(liu)道技術是(shi)減少(shao)費料(liao)(liao)降低材料(liao)(liao)費的有效(xiao)途徑。
減少廢品:減少廢品,提高產品質量。在熱流道模具成型過程中,塑料熔體溫度在流道系統里得到準確地控制。塑料可以更為均(jun)勻一致的狀(zhuang)態流(liu)入各模腔,其結果是品(pin)質(zhi)一致的零(ling)件。熱流(liu)道成(cheng)型的零(ling)件澆(jiao)口質(zhi)量(liang)好,脫模后殘余應力(li)低,零(ling)件變形小。所以市場上很多(duo)高質(zhi)量(liang)的產品(pin)均(jun)由熱流(liu)道模具(ju)生(sheng)產。如人們(men)熟悉的MOTOROLA手(shou)機(ji),HP打印機(ji),DELL筆記本電腦里的許多(duo)塑料零(ling)件均(jun)用熱流(liu)道模具(ju)制作。
生(sheng)產(chan)自動化(hua):消除后續工(gong)序,有利于(yu)生(sheng)產(chan)自動化(hua)。制件(jian)經熱流道模(mo)具成(cheng)型后即為成(cheng)品(pin),無需修剪(jian)澆(jiao)口(kou)及回收加工(gong)冷澆(jiao)道等工(gong)序。有利于(yu)生(sheng)產(chan)自動化(hua)。國外很多產(chan)品(pin)生(sheng)產(chan)廠家均將熱流道與自動化(hua)結合起(qi)(qi)來以大幅度地提高生(sheng)產(chan)效率。許多先進的塑料成(cheng)型工(gong)藝是在熱流道技術基礎上發展起(qi)(qi)來的。如(ru)PET預成(cheng)型制作,在模(mo)具中多色共(gong)注,多種材料共(gong)注工(gong)藝,STACK MOLD等。
熱流道模具缺點
盡管與冷(leng)流道(dao)模(mo)(mo)具相比,熱流道(dao)模(mo)(mo)具有許多顯著的優(you)點,但模(mo)(mo)具用戶亦需(xu)要了解(jie)熱流道(dao)模(mo)(mo)具的缺點。概括起來有以(yi)下幾點。
成本(ben)上(shang)升:熱流道(dao)元(yuan)件(jian)價(jia)格(ge)比較(jiao)貴(gui)(gui),熱流道(dao)模具成本(ben)可能會(hui)大幅度增高(gao)。如果零件(jian)產量小,模具工具成本(ben)比例高(gao),經濟上(shang)不劃(hua)算(suan)。對許多(duo)發展中國(guo)家的(de)模具用(yong)戶,熱流道(dao)系統價(jia)格(ge)貴(gui)(gui)是影響(xiang)熱流道(dao)模具廣泛使用(yong)的(de)主要問(wen)題之一。
設備要求高:制作工藝設備要求高,熱流道模具需要精密加工機械作保證。熱流道系統與模具的集成與配合要求極為嚴格,否則模具在生產過程中會出現很(hen)多(duo)嚴重(zhong)問(wen)題。如塑料(liao)密(mi)封不好(hao)導致塑料(liao)溢出損(sun)壞熱(re)流道元件中斷(duan)生產,噴嘴鑲件與澆口相對(dui)位置不好(hao)導致制品質(zhi)量嚴重(zhong)下降(jiang)等(deng)。
操(cao)作(zuo)(zuo)維修(xiu)復(fu)雜:與冷流(liu)(liu)(liu)道模具(ju)相比,熱(re)流(liu)(liu)(liu)道模具(ju)操(cao)作(zuo)(zuo)維修(xiu)復(fu)雜。如(ru)使用(yong)操(cao)作(zuo)(zuo)不當極易損壞熱(re)流(liu)(liu)(liu)道零件,使生產無法(fa)進行,造(zao)成巨大(da)經(jing)(jing)濟(ji)損失(shi)。對(dui)于(yu)熱(re)流(liu)(liu)(liu)道模具(ju)的新用(yong)戶,需要較長時間(jian)來(lai)積累使用(yong)經(jing)(jing)驗(yan)。
熱流道模具設計程序
首先,根(gen)據塑(su)件結構和使(shi)用要求,確(que)定(ding)進(jin)料口位(wei)置。只要塑(su)件結構允(yun)許,在定(ding)模(mo)鑲塊(kuai)內噴嘴和噴嘴頭(tou)不與成型結構干(gan)涉,熱(re)流道系統(tong)的進(jin)料口可放置在塑(su)件的任何位(wei)置上。常(chang)規塑(su)件注(zhu)射成形的進(jin)料口位(wei)置通常(chang)根(gen)據經驗選(xuan)擇(ze)。對于大(da)而復雜的異型塑(su)件,注(zhu)射成形的進(jin)料口位(wei)置可運用計算機輔(fu)助分析(CAE)模(mo)擬熔融狀塑(su)料在型腔內的流動(dong)情況,分析模(mo)具各(ge)部位(wei)的冷卻效果(guo),確(que)定(ding)比較理想的進(jin)料口位(wei)置。
然后,確(que)定熱流道(dao)系統(tong)的(de)(de)(de)噴(pen)(pen)嘴頭(tou)(tou)形式。塑(su)件材料和產(chan)品的(de)(de)(de)使用特(te)性(xing)是選擇噴(pen)(pen)嘴頭(tou)(tou)形式的(de)(de)(de)關鍵(jian)因素(su),塑(su)件的(de)(de)(de)生(sheng)產(chan)批量和模具的(de)(de)(de)制造成本也是選擇噴(pen)(pen)嘴頭(tou)(tou)形式的(de)(de)(de)重(zhong)要因素(su)。
第(di)三,根(gen)據(ju)塑件的(de)生產批量(liang)和注射設備的(de)噸(dun)位(wei)大小,確定每模(mo)的(de)腔數。
第四(si),由已確(que)定的進(jin)料口位置和每模(mo)的腔數確(que)定噴(pen)嘴的個(ge)數。如(ru)果成形某(mou)一(yi)(yi)產品,選擇一(yi)(yi)模(mo)一(yi)(yi)件一(yi)(yi)個(ge)進(jin)料口,則只要一(yi)(yi)個(ge)噴(pen)嘴,即(ji)選用(yong)單頭熱流道(dao)系(xi)統;如(ru)果成形某(mou)一(yi)(yi)產品,選擇一(yi)(yi)模(mo)多(duo)(duo)腔或一(yi)(yi)模(mo)一(yi)(yi)腔二(er)個(ge)以上進(jin)料口,則就要多(duo)(duo)個(ge)噴(pen)嘴,即(ji)選用(yong)多(duo)(duo)頭熱流道(dao)系(xi)統,但對有橫流道(dao)的模(mo)具結構(gou)除外。
第(di)五(wu),根據(ju)塑件(jian)重量和噴(pen)嘴(zui)(zui)個數,確(que)定噴(pen)嘴(zui)(zui)徑向尺寸(cun)的大小。相同形式(shi)的噴(pen)嘴(zui)(zui)有多個尺寸(cun)系列,分別滿足不同重量范圍(wei)內的塑件(jian)成形要求。
第六(liu),根據塑(su)件結構(gou)(gou)確定模(mo)具結構(gou)(gou)尺寸,再(zai)根據定模(mo)鑲塊和定模(mo)板(ban)的(de)厚(hou)度尺寸選擇噴嘴標準長度系(xi)列尺寸,最后修(xiu)整定模(mo)板(ban)的(de)厚(hou)度尺寸及其(qi)他與(yu)熱(re)流道(dao)系(xi)統相關的(de)尺寸。
第(di)七(qi),根據熱(re)流道(dao)板(ban)的形狀(zhuang)確定熱(re)流道(dao)固定板(ban)的形狀(zhuang),在(zai)其板(ban)上(shang)布置電源線引線槽,并在(zai)熱(re)流道(dao)板(ban)、噴(pen)嘴、噴(pen)嘴頭(tou)附近設計足夠的冷卻(que)水(shui)環路(lu)。
第(di)八,完(wan)成熱流道系統塑料模具的設(she)計圖繪制。