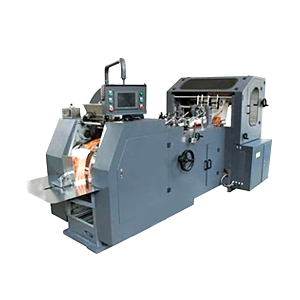
塑料擠吹中空成型機生產流程
生(sheng)產(chan)所使用的(de)(de)塑料(liao)擠吹中(zhong)空(kong)成(cheng)型設(she)(she)備,是要(yao)根據要(yao)生(sheng)產(chan)的(de)(de)制品(pin)定制選(xuan)擇(ze)(ze)的(de)(de),包括設(she)(she)備、模(mo)具、輔機等在內。除了設(she)(she)備之外,生(sheng)產(chan)所需要(yao)的(de)(de)原材料(liao)也是要(yao)根據制品(pin)的(de)(de)類型來選(xuan)擇(ze)(ze)的(de)(de)。
其中,擠吹中空成型(xing)機使用最普遍(bian)最廣(guang)泛的一(yi)種(zhong)原材(cai)料是(shi)HDPE,不僅適用于大部分塑料(liao)制品的(de)生產,原材料(liao)的(de)性能也非常(chang)穩定,生產成本(ben)低。
顆粒狀的塑料(liao)原材料(liao),通過設(she)備的自動(dong)上料(liao)系統(tong)進(jin)入料(liao)筒;
螺桿機(ji)筒(tong)的加熱升溫、混合攪(jiao)拌,融化原(yuan)材(cai)料,顆粒狀的原(yuan)材(cai)料要(yao)在這一步成為熔融狀態的原(yuan)材(cai)料;
熔融狀態的(de)原材料,通過擠(ji)出機頭定量擠(ji)出,成為熔融狀態的(de)塑(su)料管狀型(xing)胚,準(zhun)備進入模具;
型(xing)胚(pei)在進入模(mo)(mo)(mo)具(ju)的同時,模(mo)(mo)(mo)具(ju)也在慢慢合模(mo)(mo)(mo);
儲料(liao)缸內(nei)定量的原材料(liao)擠(ji)出(chu)結束(shu)之(zhi)后,底部的吹氣裝置也(ye)會向型胚內(nei)部吹氣,模具也(ye)會完全關(guan)閉(bi);
模具(ju)內部的型(xing)胚,吹(chui)入(ru)空(kong)氣,膨(peng)脹擴大至緊貼模具(ju)內壁,初步成型(xing)為模具(ju)所具(ju)備的形狀;
制品(pin)完成(cheng)初步成(cheng)型之后,擠(ji)吹中(zhong)空(kong)成(cheng)型機設備(bei)的(de)(de)冷卻(que)系統開始工作,對模具和(he)制品(pin)進行冷卻(que),對模具和(he)制品(pin)的(de)(de)冷卻(que)是為了讓制品(pin)更完美(mei)地脫模,保證制品(pin)的(de)(de)表面質量,進一步鞏(gong)固制品(pin)的(de)(de)成(cheng)型狀態;
最(zui)后,模具打(da)開,完成所有成型工藝的制品被取出,完成生產。
塑料擠吹中空成型機安全操作規程
1. 機器開機之前,打開冷(leng)卻(que)水閥,確保冷(leng)卻(que)水通道的暢通;
2. 接通內電(dian)源,啟動油泵電(dian)機;
3. 開啟(qi)加熱開關,接通電源(yuan),根(gen)據制(zhi)(zhi)品(pin)生產(chan)所需,設(she)定溫(wen)度數值及溫(wen)度控制(zhi)(zhi)工藝;
4. 查看(kan)電流表中電流的(de)粗細,判斷加熱圈的(de)好壞;
5. 如果是剛開(kai)始使用的機(ji)器(qi),或者是長時間未使用的機(ji)器(qi),在(zai)啟動油泵之后,需要空載運行幾分鐘;
6. 機器(qi)的(de)試機過程(cheng),應分別以手動(dong)、半自動(dong)、全自動(dong)的(de)狀(zhuang)態依次進行(xing)(xing),確保不同生產狀(zhuang)態下的(de)機器(qi)都可以順利(li)運行(xing)(xing);
7. 機器試機操作(zuo)中,排查所有的(de)的(de)部件及(ji)螺栓是否緊固;
8. 一旦(dan)出現異常,需要立(li)即停車檢(jian)查維(wei)修,排除異常之后,再(zai)重新開始(shi)試(shi)機工(gong)作。
塑料擠吹中空成型機操作需要注意的地方
1. 塑料擠出(chu)吹中空成型機(ji)的(de)操作人員(yuan),需要經(jing)過(guo)一定(ding)的(de)專業(ye)操作培(pei)訓;
2. 機器生產中(zhong),不能將手深入鎖模(mo)機構中(zhong);
3. 檢(jian)查(cha)維修模(mo)具時,要關閉油泵電機;
4. 由于生產的(de)(de)制(zhi)品不(bu)(bu)同,所需要的(de)(de)鎖模力也是不(bu)(bu)同的(de)(de),在調試模具時,可以想用(yong)實際所需要的(de)(de)最(zui)小值嘗試,可以節約能(neng)源消耗;
5. 如果要(yao)(yao)由深色料更(geng)換(huan)為(wei)淺色料進(jin)行生產,要(yao)(yao)加熱料筒并(bing)清(qing)(qing)洗,為(wei)了保證清(qing)(qing)洗的干凈,可以加入適量的專用清(qing)(qing)潔劑,并(bing)且要(yao)(yao)從(cong)上料機開始(shi)清(qing)(qing)洗;
6. 如果用(yong)兩種不同的原材料進(jin)行生產,溫度(du)要(yao)以高熔點的物(wu)料為準進(jin)行設(she)置;
7. 如果料筒或者(zhe)螺桿內(nei)沒(mei)有可(ke)用的原(yuan)材(cai)料時,要降低螺桿轉速(su),建議在(zai)30轉每分鐘以下,會(hui)避(bi)免空轉速(su)度太快(kuai)面對螺桿機筒破(po)壞;
8. 機器(qi)中的(de)(de)大部分零部件(jian)和配套設施,需要我們根據實際(ji)生(sheng)產(chan)情況(kuang)調(diao)整,但(dan)油泵安全閥,在(zai)出廠后是不需要額外調(diao)整的(de)(de),否則,可能會機器(qi)的(de)(de)正常生(sheng)產(chan)。