一、焊接變位機定義
焊接變位機,用(yong)來拖動待焊(han)(han)工件,使其(qi)待焊(han)(han)焊(han)(han)縫運(yun)動至理想位置(zhi)進行(xing)施焊(han)(han)作(zuo)業的設備。
 該圖片由注冊用戶"我不是英雄"提供,版權聲明反饋
該圖片由注冊用戶"我不是英雄"提供,版權聲明反饋
二、焊接變位機用途
焊(han)(han)接變(bian)(bian)位機(ji)(ji)(ji)是一種通用(yong)、高(gao)效的(de)以實(shi)現環縫(feng)焊(han)(han)接為主的(de)焊(han)(han)接設備。可(ke)配用(yong)氬(ya)弧(hu)焊(han)(han)機(ji)(ji)(ji)(填(tian)絲(si)或不填(tian)絲(si))、熔(rong)化極氣體保護焊(han)(han)機(ji)(ji)(ji) (C02/MAG/MIG焊(han)(han)機(ji)(ji)(ji))、等(deng)離子(zi)焊(han)(han)機(ji)(ji)(ji)等(deng)焊(han)(han)機(ji)(ji)(ji)電(dian)源并可(ke)與其(qi)它(ta)機(ji)(ji)(ji)組成自動焊(han)(han)接系統。該產(chan)品主要由旋轉(zhuan)機(ji)(ji)(ji)頭、變(bian)(bian)位機(ji)(ji)(ji)構(gou)以及控制器(qi)組成。旋轉(zhuan)機(ji)(ji)(ji)頭轉(zhuan)速(su)(su)可(ke)調,具有獨立調速(su)(su)電(dian)路,撥(bo)碼開關直接預置(zhi)焊(han)(han)縫(feng)長度(du)。傾斜(xie)角度(du)可(ke)根據需要調節。焊(han)(han)槍(qiang)可(ke)氣動升降。
三、焊接變位機分類
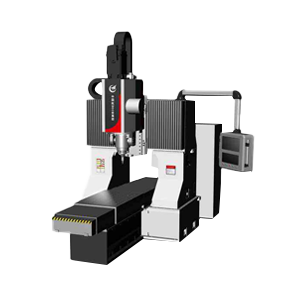
1、伸臂式焊接變位機
回轉(zhuan)(zhuan)工(gong)作(zuo)臺安裝在(zai)(zai)伸臂(bei)一端,伸臂(bei)一般相對(dui)于某傾(qing)斜(xie)軸成角度回轉(zhuan)(zhuan),而此傾(qing)斜(xie)軸的位(wei)置多是(shi)固定(ding)的,但(dan)有(you)(you)的也(ye)(ye)可小于100°的范(fan)圍內上下(xia)傾(qing)斜(xie)。該機變(bian)(bian)位(wei)范(fan)圍大(da),作(zuo)業(ye)適(shi)(shi)(shi)應性(xing)好,但(dan)整體穩(wen)定(ding)性(xing)差(cha)。其適(shi)(shi)(shi)用(yong)(yong)(yong)(yong)范(fan)圍為1t以下(xia)中(zhong)(zhong)小工(gong)件的翻轉(zhuan)(zhuan)變(bian)(bian)位(wei)。在(zai)(zai)手(shou)工(gong)焊中(zhong)(zhong)應用(yong)(yong)(yong)(yong)較(jiao)多。多為電動機驅動,承載能力在(zai)(zai)0.5t以下(xia),適(shi)(shi)(shi)用(yong)(yong)(yong)(yong)于小型(xing)罕見的翻轉(zhuan)(zhuan)變(bian)(bian)位(wei)。也(ye)(ye)有(you)(you)液壓驅動的,承載能力多,適(shi)(shi)(shi)用(yong)(yong)(yong)(yong)于結構尺寸不大(da),但(dan)自重較(jiao)大(da)的焊件。
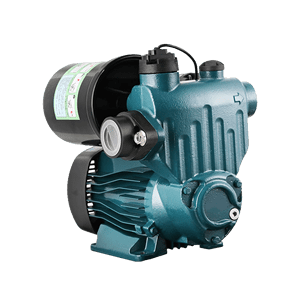
2、座式焊接變位機
座(zuo)式(shi)焊(han)(han)接變(bian)位(wei)(wei)機(ji)(ji)工(gong)作(zuo)臺(tai)(tai)有一(yi)個(ge)整體翻(fan)轉(zhuan)(zhuan)(zhuan)的(de)(de)自(zi)由度(du)。可以將工(gong)作(zuo)翻(fan)轉(zhuan)(zhuan)(zhuan)到理想(xiang)的(de)(de)焊(han)(han)接位(wei)(wei)置(zhi)(zhi)(zhi)進行焊(han)(han)接。另(ling)外工(gong)作(zuo)臺(tai)(tai)還有一(yi)個(ge)旋(xuan)轉(zhuan)(zhuan)(zhuan)的(de)(de)自(zi)由度(du)。該種(zhong)變(bian)位(wei)(wei)機(ji)(ji)已(yi)經(jing)系列化生產,主要用于一(yi)些管,盤的(de)(de)焊(han)(han)接。工(gong)作(zuo)臺(tai)(tai)邊(bian)同回轉(zhuan)(zhuan)(zhuan)機(ji)(ji)構(gou)支承在(zai)兩邊(bian)的(de)(de)傾(qing)(qing)斜軸(zhou)上(shang),工(gong)作(zuo)臺(tai)(tai)以焊(han)(han)速回轉(zhuan)(zhuan)(zhuan),傾(qing)(qing)斜邊(bian)通(tong)(tong)過(guo)扇形齒(chi)輪或(huo)(huo)(huo)液(ye)壓(ya)油(you)缸(gang),多(duo)在(zai)140°的(de)(de)范圍內恒(heng)速傾(qing)(qing)斜。該機(ji)(ji)穩(wen)定(ding)性(xing)好,一(yi)般(ban)不用固定(ding)在(zai)地地基(ji)上(shang),搬移(yi)方便。其適用范圍為1至(zhi)50t工(gong)件的(de)(de)翻(fan)轉(zhuan)(zhuan)(zhuan)變(bian)位(wei)(wei),是目前(qian)應(ying)用最廣泛(fan)的(de)(de)結構(gou)形式(shi),常與伸縮臂式(shi)焊(han)(han)接操作(zuo)機(ji)(ji)配合使用。座(zuo)式(shi)變(bian)位(wei)(wei)機(ji)(ji)座(zuo)式(shi)變(bian)位(wei)(wei)機(ji)(ji)通(tong)(tong)過(guo)工(gong)作(zuo)臺(tai)(tai)的(de)(de)回轉(zhuan)(zhuan)(zhuan)或(huo)(huo)(huo)傾(qing)(qing)斜,使焊(han)(han)縫處于水平或(huo)(huo)(huo)船形位(wei)(wei)置(zhi)(zhi)(zhi)的(de)(de)裝置(zhi)(zhi)(zhi)。工(gong)作(zuo)臺(tai)(tai)旋(xuan)轉(zhuan)(zhuan)(zhuan)采用變(bian)頻(pin)無級(ji)調速,工(gong)作(zuo)臺(tai)(tai)通(tong)(tong)過(guo)扇形齒(chi)輪或(huo)(huo)(huo)液(ye)壓(ya)油(you)缸(gang)驅動傾(qing)(qing)斜。它可以實現與操作(zuo)機(ji)(ji)或(huo)(huo)(huo)焊(han)(han)機(ji)(ji)聯控(kong)。控(kong)制系統可選裝三種(zhong)配置(zhi)(zhi)(zhi):按鍵數(shu)字(zi)控(kong)制式(shi)、開(kai)(kai)關(guan)數(shu)字(zi)控(kong)制式(shi)和開(kai)(kai)關(guan)繼電器控(kong)制式(shi)。該產品應(ying)用于各種(zhong)軸(zhou)類、盤類、筒體等回轉(zhuan)(zhuan)(zhuan)體工(gong)件的(de)(de)焊(han)(han)接。是目前(qian)應(ying)用最廣泛(fan)的(de)(de)結構(gou)形式(shi)。
座(zuo)(zuo)式(shi)變位(wei)機根據載重(zhong)不同,可分為座(zuo)(zuo)式(shi)變位(wei)機和小型(xing)座(zuo)(zuo)式(shi)變位(wei)機
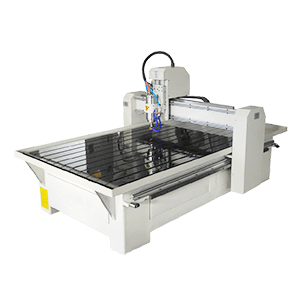
3、雙座式焊接變位機
雙座式焊(han)接變位(wei)(wei)機是(shi)集翻(fan)轉和回(hui)轉功能于一身(shen)的(de)(de)(de)(de)變位(wei)(wei)機械。翻(fan)轉和回(hui)轉分(fen)別由(you)兩(liang)根軸(zhou)驅動(dong),夾持工件(jian)的(de)(de)(de)(de)工作(zuo)臺除能繞(rao)自身(shen)軸(zhou)線(xian)回(hui)轉外,還能繞(rao)另一根軸(zhou)做傾斜或(huo)翻(fan)轉,它可以將焊(han)件(jian)上各種位(wei)(wei)置的(de)(de)(de)(de)焊(han)縫調整(zheng)到水平的(de)(de)(de)(de)或(huo)“船型”的(de)(de)(de)(de)易焊(han)位(wei)(wei)置施焊(han),適用于框架型,箱型,盤型和其(qi)他(ta)非長(chang)型工件(jian)的(de)(de)(de)(de)焊(han)接。
工(gong)作(zuo)臺(tai)座(zuo)在“U”形架上(shang),以所需的(de)焊(han)速回(hui)轉,“U”形架座(zuo)在兩側的(de)機(ji)座(zuo)上(shang),多以恒速成或所需焊(han)速繞水平軸線轉動。該機(ji)不(bu)僅整體穩定性好,而(er)且(qie)如(ru)果設計得當,工(gong)件安放在工(gong)作(zuo)臺(tai)上(shang)以后,傾(qing)(qing)斜(xie)運動的(de)重(zhong)心將通過或接近傾(qing)(qing)斜(xie)軸線,而(er)使(shi)傾(qing)(qing)斜(xie)驅動力矩(ju)大(da)大(da)大(da)減少,因此,重(zhong)型變位(wei)機(ji)多采用這種結(jie)構。其(qi)適用范(fan)圍(wei)為50t以上(shang)重(zhong)型大(da)尺寸工(gong)件的(de)翻轉變位(wei),多與(yu)大(da)型門式(shi)焊(han)接操作(zuo)機(ji)或伸縮臂式(shi)焊(han)接操作(zuo)機(ji)配合(he)使(shi)用。
雙座式(shi)焊(han)接變位(wei)機(ji)適用于(yu)50t以上大尺寸焊(han)件(jian)的翻轉變位(wei)。在焊(han)接作業中,常與大型門式(shi)焊(han)接操(cao)作機(ji)或(huo)伸縮臂式(shi)焊(han)接操(cao)作機(ji)配合使用。
四、焊接變位機操作規程
1、 遵(zun)守焊(han)工安全操作規程。
2、 安裝和拆(chai)卸工(gong)(gong)件時,檢(jian)查(cha)圓壓(ya)板(ban)(ban)是否(fou)已取出及壓(ya)板(ban)(ban)是否(fou)退回到位,以(yi)防工(gong)(gong)件損(sun)壞夾(jia)具。
3、 吊裝工(gong)件(jian)時,必須平(ping)(ping)穩水平(ping)(ping),不能有大幅度擺動,防(fang)止工(gong)件(jian)碰撞夾具,以免(mian)損壞夾具。
4、 吊(diao)裝(zhuang)工件時,必須安(an)裝(zhuang)穩妥后才能將吊(diao)索拿離工件。
5、 拆卸工(gong)件(jian)時,必須將(jiang)工(gong)件(jian)先用吊索吊穩后才能將(jiang)工(gong)件(jian)松開。
6、 工件落到夾具上時,要輕(qing)放,不得對夾具及變(bian)位(wei)機有(you)過大的(de)沖擊。
7、工(gong)件安裝(zhuang)必(bi)須按要求定位,全(quan)部(bu)夾具的螺(luo)(luo)母、螺(luo)(luo)栓(shuan)都要擰緊,壓板壓緊,安裝(zhuang)完成后需試轉檢查,確認裝(zhuang)穩后才能正式(shi)作業。
8、 轉動前(qian)應(ying)檢查工(gong)作回轉范圍內有(you)無其它物品避免發生碰撞。
9、 工件轉(zhuan)至(zhi)作業位置后,須將電源開關(guan)關(guan)閉,切斷電源防止誤(wu)動作。
10、 工(gong)件安(an)裝須注意工(gong)作中(zhong)心(xin)(xin),不得(de)偏離重心(xin)(xin)位(wei)置。
11、 不得(de)超重、超負荷運(yun)載。
12、工件需要登(deng)高(gao)焊接(jie)時,須(xu)用(yong)登(deng)高(gao)踏板,且登(deng)高(gao)踏板須(xu)放(fang)置穩妥后,才能登(deng)高(gao)操作。
五、焊接變位機施焊工藝
1、不(bu)平(ping)(ping)(ping)度(du)較大的(de)(de)鋼(gang)板(ban),必須校(xiao)平(ping)(ping)(ping),對(dui)縱橫交叉(cha)的(de)(de)接縫,可適(shi)當增加中(zhong)間校(xiao)正(zheng)過(guo)程或加壓鐵,鋼(gang)板(ban)不(bu)平(ping)(ping)(ping)度(du)影(ying)響焊穿現象,因(yin)工件不(bu)平(ping)(ping)(ping),使之脫離平(ping)(ping)(ping)臺,散熱慢(man)易焊穿;在上(shang)坡時,可能焊車速(su)度(du)減慢(man);以及熔(rong)池傾斜,都(dou)會(hui)使鋼(gang)板(ban)焊穿,因(yin)此鋼(gang)板(ban)必須校(xiao)平(ping)(ping)(ping)。
2、鋼板在裝焊前,應盡量使其清潔,必須將油污、浮鐵、銹泥等清除干凈,其中油污必須徹底清除,可用50%水玻璃加50%水來清洗。
3、鋼(gang)板并接前,用(yong)風(feng)動(dong)鋼(gang)絲輪將焊(han)縫上表面邊緣50mm范圍內進(jin)行清潔,只需將浮(fu)銹清除(chu)干凈,不必清除(chu)堅固(gu)的氧化皮。
4、將風動(dong)鋼絲輪清潔(jie)后(hou)的(de)(de)灰塵清除(chu)干凈,用一(yi)般(ban)的(de)(de)壓縮(suo)空氣,必須注(zhu)意不得由(you)水、油。
5、將并(bing)接鋼板(ban)兩端面用批鏟批去一刀,必須(xu)注意(yi)不要(yao)將端面批斜,并(bing)保證間(jian)隙(xi)公差為0+0.5局(ju)部間(jian)隙(xi)允許達1mm,但不得超過(guo)整條焊縫(feng)長度的10%,這是使焊縫(feng)不焊穿的必要(yao)保證。
6、用(yong)上焊結(jie)427直流電(dian)源反接法進行點焊,電(dian)流應偏(pian)于下限,以(yi)減(jian)少熔深,間距可(ke)為(wei)150~200mm,并將點焊批平。
7、焊(han)縫兩端必須裝引弧板(ban)于熄(xi)弧板(ban),以免因電機在啟動及熄(xi)弧時焊(han)接規范不穩定而影響(xiang)焊(han)接質量(liang),引弧板(ban)與熄(xi)弧板(ban)的厚度要與工件(jian)厚度一致。
8、用φ1.6焊(han)絲進(jin)行焊(han)接(jie),以增加(jia)電流密度,使焊(han)機規(gui)范易(yi)于保證穩定。
9、焊藥在150~200℃溫度下焙烘1~2小(xiao)時(shi)。
10、在(zai)試板上將(jiang)規范調節正(zheng)確。
11、調(diao)整(zheng)指針的正確性,焊(han)縫的焊(han)偏是產生未(wei)焊(han)透(tou)及氣孔的另以主(zhu)要原因,必須絕對避免。
12、主焊縫必須做到當天裝配,當天焊接,主焊縫不過夜,并盡量安(an)排于(yu)白天進行,因晚上較潮濕。
13、封(feng)底(di)(di)焊(han)(han)與(yu)主(zhu)(zhu)焊(han)(han)縫(feng)焊(han)(han)接(jie)相隔的(de)時(shi)間(jian)不宜太長,超過一星期(qi)由一些(xie)(xie)影響,適當做些(xie)(xie)清(qing)潔工(gong)作,還是可以避免缺(que)陷的(de)。封(feng)底(di)(di)焊(han)(han)與(yu)主(zhu)(zhu)焊(han)(han)縫(feng)焊(han)(han)接(jie)時(shi)間(jian)較近(jin),封(feng)底(di)(di)焊(han)(han)與(yu)主(zhu)(zhu)焊(han)(han)縫(feng)焊(han)(han)接(jie)時(shi)間(jian)較近(jin),封(feng)底(di)(di)焊(han)(han)表面(mian)沒(mei)有嚴重浮銹不進行表面(mian)磨光(guang)對氣孔夜不覺得由突(tu)出(chu)影響(有氧化皮(pi)的(de))。
14、凡自動焊區域(yu),應創造(zao)一定(ding)工作(zuo)條件,不(bu)要給以任(ren)意走動,減少不(bu)必要的(de)(de)振動,保證焊縫(feng)區域(yu)的(de)(de)清潔程(cheng)度與(yu)良好的(de)(de)環(huan)境。
15、焊接后對(dui)焊縫(feng)質量進行X光類檢查,118張偏透視結果合格率(lv)達95.76%。
申明:以上方法源于程序系統索引或網民分享提供,僅供您參考使用,不代表本網站的研究觀點,證明有效,請注意甄別內容來源的真實性和權威性。