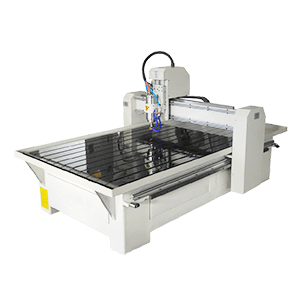
數控機床(chuang)(chuang)是(shi)根據加(jia)(jia)(jia)工(gong)程序對(dui)工(gong)件(jian)進行自動加(jia)(jia)(jia)工(gong)的(de)(de)先進設備,對(dui)于(yu)復雜截面的(de)(de)零(ling)(ling)件(jian)加(jia)(jia)(jia)工(gong)有(you)著先天的(de)(de)優勢,基本上排除了(le)機床(chuang)(chuang)操作(zuo)人員手(shou)工(gong)操作(zuo)技(ji)能的(de)(de)影響,能精(jing)確和細致的(de)(de)加(jia)(jia)(jia)工(gong)出普通機床(chuang)(chuang)技(ji)術不允許或難以加(jia)(jia)(jia)工(gong)的(de)(de)零(ling)(ling)件(jian),在機械化生(sheng)產中有(you)著重要的(de)(de)作(zuo)用。那(nei)么數控機床(chuang)(chuang)組成部分有(you)哪些?數控機床(chuang)(chuang)如何選(xuan)型和操作(zuo)?數控機床(chuang)(chuang)怎(zen)么保養?下面來看看數控機床(chuang)(chuang)百(bai)科(ke)。

數控(kong)(kong)機(ji)床(chuang)是數字控(kong)(kong)制機(ji)床(chuang)的(de)簡稱,是一種(zhong)裝有(you)程序(xu)控(kong)(kong)制系統(tong)、柔性的(de)、高效能的(de)自動化機(ji)床(chuang),是一種(zhong)典(dian)型(xing)的(de)機(ji)電一體化產品(pin)。數控(kong)(kong)機(ji)床(chuang)能夠根據(ju)已編好的(de)程序(xu),使機(ji)床(chuang)動作(zuo)并加工零件(jian)。
數控機床能夠邏輯地處理具有控制編碼或其他符號指令規定的程序,并將其譯碼,用代碼化的數字表示,通過信息載體輸入數控裝置。經運算處理由數控裝置發出各種控制信號,控制機床的動作,按圖紙要求的形狀和尺寸,自動地將零件加工出來。【詳細】
1、主機,數控機(ji)(ji)(ji)床(chuang)的(de)主體,包(bao)括(kuo)機(ji)(ji)(ji)床(chuang)身、立柱(zhu)、主軸(zhou)、進(jin)給機(ji)(ji)(ji)構等機(ji)(ji)(ji)械(xie)部件(jian),用于完(wan)成各種切削(xue)加工的(de)機(ji)(ji)(ji)械(xie)部件(jian)。
2、數控裝置,數控(kong)機床的核心,包括硬(ying)件(印刷電路板、CRT顯示(shi)器、鍵(jian)盒、紙帶閱讀機等)以(yi)及相應的軟件,用于輸入數字化的零件程序(xu),并完成輸入信息的存儲、數據(ju)的變(bian)換、插補運算以(yi)及實現各種控(kong)制功(gong)能。
3、驅動裝置,數控(kong)機(ji)床執行機(ji)構的(de)驅(qu)動(dong)部件,在數控(kong)裝置的(de)控(kong)制下通(tong)過電氣或(huo)電液伺服(fu)系統實現主軸(zhou)和進(jin)給(gei)(gei)驅(qu)。包括主軸(zhou)驅(qu)動(dong)單元(yuan)、進(jin)給(gei)(gei)單元(yuan)、主軸(zhou)電機(ji)及進(jin)給(gei)(gei)電機(ji)等。當幾個(ge)進(jin)給(gei)(gei)聯動(dong)時(shi),可以完(wan)成定位、直線、平面曲線和空間曲線的(de)加工。
4、輔助裝置,指數控機床的一些必要的配套部件,用以保證數控機床的運行,如冷卻、排屑、潤滑、照明、監測等。它包括液壓和氣動裝置、排屑裝置、交換工作臺、數控轉臺和數控分度頭,還包括刀具(ju)及監控檢測裝置等。
5、編程及其他附屬設備,可用來在機外進行零件的程序編制、存儲等。【詳細】
1、為(wei)模(mo)具的制造提供了合適(shi)的加工(gong)方(fang)法,加工(gong)對象的適(shi)應性強,適(shi)應模(mo)具等產品單(dan)件生產;
2、加工精度高,具有(you)穩定(ding)的加工質量;
3、可進(jin)行多坐(zuo)標的(de)聯動,能加工形狀復雜的(de)零件;
4、加工零(ling)件改(gai)變時,一般只需(xu)要更改(gai)數控程序,可(ke)節省生產準(zhun)備(bei)時間(jian);
5、本身的精度(du)高(gao)、剛性大,可選(xuan)擇有(you)利的加工用量,生產(chan)率高(gao)(一(yi)般為(wei)普通(tong)機(ji)床3~5倍);
6、機床自動(dong)化程度(du)高,可以減輕勞(lao)動(dong)強度(du);
7、有利于生產管理(li)的現代化(hua)。數控(kong)機床使(shi)(shi)用(yong)數字信(xin)息與標準代碼處(chu)理(li)、傳遞信(xin)息,使(shi)(shi)用(yong)了計(ji)算機控(kong)制(zhi)方法,為計(ji)算機輔助設(she)計(ji)、制(zhi)造及管理(li)一體(ti)化(hua)奠定(ding)了基礎;
8、對操作(zuo)人員(yuan)的(de)素質要求(qiu)(qiu)較(jiao)高(gao),對維修人員(yuan)的(de)技術要求(qiu)(qiu)更高(gao);
9、可靠性高。【詳細】
1、合理確定數控機床功能。選(xuan)擇(ze)數(shu)(shu)控(kong)機床功能時,應(ying)根據產品的規格尺寸(cun)、精(jing)度等來選(xuan)擇(ze)數(shu)(shu)控(kong)機床,不應(ying)追求(qiu)大而全(quan),因為系統越復雜,可靠(kao)性(xing)就低,購置費(fei)用及維修費(fei)用也會提高,加(jia)工(gong)成(cheng)本相應(ying)增(zeng)加(jia),造成(cheng)資(zi)源的極大浪費(fei)。
2、確定被加工零件。數控機床應根(gen)據需要加(jia)工的典(dian)型零件(jian)來合(he)理選購,數控機床雖然具有高(gao)的柔性(xing)和(he)適應性(xing)強的特(te)點,但只有在一(yi)定的條(tiao)件(jian)下(xia)加(jia)工一(yi)定的零件(jian)才能達到(dao)最佳的效果。
3、數控系統的合理選擇。要(yao)詳(xiang)細(xi)考慮(lv)能滿足各項性能參數(shu)要(yao)求與可(ke)靠(kao)性指標的數(shu)控(kong)系統,并要(yao)考慮(lv)便(bian)于操作、編程(cheng)、維修和管理。
4、配置必要的附件和刀具。為了充分(fen)發(fa)揮(hui)數控機(ji)床的作用(yong),增(zeng)強其(qi)加工能力,必(bi)須配置(zhi)必(bi)要(yao)的附件(jian)和刀(dao)具(ju)。一(yi)般要(yao)為數控機(ji)床配備足夠的刀(dao)具(ju),以便充分(fen)發(fa)揮(hui)數控機(ji)床功能,使所選數控機(ji)床能加工多個產品品種,防止不(bu)必(bi)要(yao)的閑置(zhi)和浪費。
5、數控機床品牌。最(zui)后還要全(quan)面(mian)考慮數控(kong)機床生產(chan)廠家的售后服務(wu)、技術(shu)后援、人員培(pei)訓、資料配套、軟件支持(chi)、安裝(zhuang)調試(shi)、備件供應(ying)、刀具系(xi)統及機床附件等情況。在選購時一定要盡量選擇(ze)名牌產(chan)品,因為這些產(chan)品技術(shu)上(shang)已(yi)(yi)較為成熟,有一定生產(chan)批量,且已(yi)(yi)正常使用。
TIPS:數控機床銑刀選用
1、數控機床硬質臺(tai)金(jin)可轉位(wei)式面(mian)銑(xian)刀主要(yao)用于銑(xian)削平(ping)面(mian)。粗銑(xian)時,銑(xian)刀直(zhi)徑(jing)(jing)選小一些,精銑(xian)時,銑(xian)刀直(zhi)徑(jing)(jing)選大一些,最(zui)好能包容待加(jia)(jia)工(gong)面(mian)的(de)整(zheng)個寬度,以(yi)提(ti)高加(jia)(jia)T精度和效率。機床加(jia)(jia)工(gong)余量大且不均勻(yun)時,刀具直(zhi)徑(jing)(jing)應選小一些。
2、高(gao)速(su)鋼立銑刀多用于(yu)加(jia)工凸臺(tai)和凹槽,一般不用來加(jia)工毛坯表面,因為會加(jia)快刀具磨(mo)損。
3、加(jia)工毛(mao)坯(pi)表面或粗加(jia)工孔時,可選(xuan)鑲硬(ying)質合(he)金的立(li)銑(xian)(xian)刀或玉米銑(xian)(xian)刀進行(xing)強力切削。
4、加工平面工件(jian)周邊輪廓時,常(chang)采用立(li)銑刀C。
5、為了提高槽(cao)寬的(de)加(jia)精度,減(jian)少換(huan)刀次(ci)數,加(jia)工時可采用直徑(jing)(jing)比槽(cao)寬7的(de)銑刀,先銑槽(cao)的(de)中間部分(fen),然后(hou)利用刀具半(ban)徑(jing)(jing)補償功能銑削槽(cao)的(de)兩邊(bian)。
6、加工立體曲面或變(bian)斜角輪(lun)廓外形(xing)時,常采用球頭銑刀、環形(xing)銑刀、鼓(gu)形(xing)銑刀、錐形(xing)銑刀、盤(pan)形(xing)銑刀等。
7、當加工余量較小且表面粗糙度要求較高時,可選用鑲立方氮化硼刀片或鑲陶瓷刀片的面銑刀。【詳細】
1、開機:開(kai)(kai)機(ji)前(qian)應首先確認機(ji)床處(chu)于正常狀態,有無潤滑油(you)。將電源總(zong)開(kai)(kai)關(guan)扳到(dao)ON,按下主(zhu)操作盤(pan)上(shang)的NC系統(tong)電源ON開(kai)(kai)關(guan)。系統(tong)啟動后,解除急停,按一下復位鍵(jian)(RESET),之后把模式選(xuan)擇(ze)開(kai)(kai)關(guan)調(diao)到(dao)原點復歸位置(zhi)再按一下三(san)軸原點復歸鍵(jian)(A.REP)待XYZ三(san)軸都歸零(ling)后開(kai)(kai)機(ji)完成。
2、加工前檢查:機器接通電源后需認真檢查有無各種異常情(qing)況。
3、裝夾工件:認真清(qing)掃(sao)機(ji)臺裝(zhuang)甲(jia)部分(fen)準備裝(zhuang)甲(jia)工(gong)(gong)件(jian),跟據所加(jia)工(gong)(gong)工(gong)(gong)件(jian)的(de)(de)形狀及加(jia)工(gong)(gong)方法(fa)確(que)認裝(zhuang)甲(jia)方式;以及根據加(jia)工(gong)(gong)圖紙(zhi)確(que)認所加(jia)工(gong)(gong)工(gong)(gong)件(jian)的(de)(de)實際尺寸。上機(ji)后應(ying)首(shou)先用銼刀或(huo)其它工(gong)(gong)具(ju)去除(chu)工(gong)(gong)件(jian)上的(de)(de)毛刺;再(zai)找到(dao)正(zheng)確(que)的(de)(de)較(jiao)(jiao)表位把工(gong)(gong)件(jian)較(jiao)(jiao)平(ping);較(jiao)(jiao)好表后應(ying)根據實際情(qing)況用分(fen)中(zhong)棒,刀具(ju)或(huo)者較(jiao)(jiao)表找到(dao)工(gong)(gong)件(jian)的(de)(de)中(zhong)心;再(zai)把中(zhong)心坐(zuo)標數抄到(dao)機(ji)器的(de)(de)工(gong)(gong)件(jian)坐(zuo)標系上。
4、加工:輸入程序開始加工。
5、加工完畢:所輸入(ru)的(de)(de)程序(xu)加工完成之后機床(chuang)Z軸(zhou)(zhou)會抬高到(dao)一定的(de)(de)高度(du)同時機床(chuang)主(zhu)軸(zhou)(zhou)(Z軸(zhou)(zhou))會停(ting)止轉動,機床(chuang)各軸(zhou)(zhou)停(ting)止運(yun)行。要認真(zhen)檢(jian)查程序(xu)所加工的(de)(de)地方(fang)有(you)無過切漏切彈(dan)刀以及光(guang)得太粗等情況。
6、檢查工件: 工(gong)件加工(gong)完成之后應整體性的檢(jian)查所加工(gong)的工(gong)件外(wai)觀、工(gong)件尺寸以(yi)及其它方(fang)面(mian)有無(wu)達到加工(gong)要(yao)求,一切確認無(wu)誤后可以(yi)下機。
7、卸載工件:確認加工(gong)完成就可以卸載工(gong)件(jian),工(gong)件(jian)加工(gong)后不(bu)(bu)能再有碰凹刮花等痕跡,所以針(zhen)對不(bu)(bu)同的工(gong)件(jian)要(yao)靈活的運用不(bu)(bu)同的方法,輕拿輕放,安(an)全合理,確保人身和工(gong)件(jian)的安(an)全。
8、清掃機床:當機(ji)臺上有較多鐵(tie)屑以(yi)及其它雜(za)物時就需要(yao)清(qing)掃(sao)機(ji)床(chuang)。清(qing)掃(sao)機(ji)床(chuang)時應用(yong)掃(sao)把或木棒(bang)等軟材料來(lai)清(qing)理(li)殘存在機(ji)床(chuang)內的雜(za)物而不要(yao)用(yong)鐵(tie)棒(bang)或風槍等工(gong)具清(qing)掃(sao)機(ji)臺。
9、關機:機床清掃完畢后可以關機,特殊情況(如打雷)也應關閉機床。關機時先把X.Y.Z三軸移動到中間位置,坐標軸、主軸等停止運行,然后依次按下急停開關、NC系統電源OFF開關、電氣控制柜電源開關和穩壓器開關,關好機床上各防護門。【詳細】
1、使(shi)用環境會影響(xiang)機床(chuang)的正常(chang)運轉,所(suo)以在(zai)安裝(zhuang)(zhuang)時應(ying)嚴格(ge)安裝(zhuang)(zhuang)規定(ding)的安裝(zhuang)(zhuang)條(tiao)件和要(yao)求(qiu)。在(zai)經(jing)濟許可條(tiao)件下,應(ying)將數控車床(chuang)與(yu)普通(tong)機械加工設備隔離(li)安裝(zhuang)(zhuang),以便于維修與(yu)保養(yang)。
2、配備數專業人員,能按機床和系統(tong)使用(yong)(yong)說明書的要求正(zheng)確使用(yong)(yong)數控(kong)車床。
3、長期不用數控(kong)車(che)床應(ying)經(jing)常經(jing)數控(kong)系統通(tong)電,在(zai)機床鎖住情(qing)況下(xia),使其空(kong)運行(xing)。在(zai)空(kong)氣濕度較大的霉雨(yu)季節應(ying)該天(tian)天(tian)通(tong)電。
4、數控(kong)(kong)系統中硬件控(kong)(kong)制部分每年讓有經驗(yan)的(de)(de)維(wei)修電(dian)工檢(jian)查(cha)一次。檢(jian)測有關的(de)(de)參(can)考電(dian)壓是(shi)否在規定范圍內、檢(jian)查(cha)系統內各電(dian)器元件聯接是(shi)否松動、檢(jian)查(cha)各功能(neng)模塊使用風扇運轉是(shi)否正常并清除灰塵。對于(yu)長期停(ting)用的(de)(de)機床(chuang),應每月開機運行4小時(shi)。
5、操作者在每班加(jia)工(gong)結(jie)束后(hou),應(ying)清掃(sao)干凈散落于拖板、導(dao)軌等處的切屑;在工(gong)作時(shi)注(zhu)意(yi)檢查排(pai)屑器是否正常;在工(gong)作結(jie)束前,應(ying)將各伺服(fu)軸回歸原點后(hou)停機。
6、每年檢(jian)(jian)查(cha)一(yi)次伺服電機(ji)(ji)和(he)主軸(zhou)電機(ji)(ji),著重檢(jian)(jian)查(cha)其運行(xing)噪(zao)聲、溫升(sheng),若噪(zao)聲過(guo)大(da),應查(cha)問題,采(cai)取相應措施(shi)加(jia)以解決。對于直流電機(ji)(ji),應對其電刷、換向(xiang)器等進行(xing)檢(jian)(jian)查(cha)、調(diao)整、維修或更(geng)換。檢(jian)(jian)查(cha)電機(ji)(ji)端部的冷卻風(feng)扇(shan)運轉(zhuan)是(shi)否(fou)正常(chang)并清掃灰塵;檢(jian)(jian)查(cha)電機(ji)(ji)各聯接插頭是(shi)否(fou)松動(dong)。
7、對于機床的伺(si)服電動機,要在10~12個月進行一(yi)次(ci)維護(hu)保養,加速或者減速變(bian)化頻繁的機床要在2個月進行一(yi)次(ci)維護(hu)保養。
8、檢測元件采用編碼器、光柵尺的較多,也有使用感應同下尺、磁尺、旋轉變壓器等。維修電工每周應檢查一次檢測元件聯接是否松動,是否被油液或灰塵污染。【詳細】
主機故障
指組成數控機床的機械(xie)、潤滑、冷(leng)卻、排屑(xie)、液壓、氣(qi)動(dong)與防護等(deng)部分。主機常見的故障主要有:
1、因機械部件安(an)裝、調試、操作使用不當等引起的機械傳動故(gu)障;
2、因導軌(gui)、主軸等(deng)運動部(bu)件的(de)(de)干涉(she)、摩擦過大等(deng)引起的(de)(de)故障;
3、因機(ji)械零件的(de)損(sun)壞、聯結不良等引起(qi)的(de)故障等等。
主機(ji)故障主要表現為(wei)傳動噪聲(sheng)大、加工精度差、運行(xing)阻力大、機(ji)械部件(jian)動作(zuo)不(bu)進行(xing)、機(ji)械部件(jian)損壞等等。潤滑不(bu)良(liang)、液壓、氣動系統的管(guan)路(lu)堵(du)塞(sai)和(he)密封(feng)不(bu)良(liang)是(shi)常見(jian)原因。數控機(ji)床的定期維護、保養。控制和(he)根除“三漏(lou)”現象(xiang)發生是(shi)減少主機(ji)部分故障的重要措施(shi)。
電氣控制系統故障
電氣控制系統故(gu)障通常分為“弱電”故(gu)障和“強電”故(gu)障兩大類。
“弱電”部分是指控制系統中以電子元器件、集成電路為主的控制部分。數控機床的弱電部分包括CNC、PLC、MDI/C RT以及伺服驅動單元、輸為輸出單元等。“弱電”故(gu)(gu)障又(you)有硬(ying)件(jian)(jian)故(gu)(gu)障與軟件(jian)(jian)故(gu)(gu)障之分。硬(ying)件(jian)(jian)故(gu)(gu)障是指(zhi)(zhi)上述各部分的(de)集成電路芯片、分立(li)電子元件(jian)(jian)、接插件(jian)(jian)以及外部連接組(zu)件(jian)(jian)等發生的(de)故(gu)(gu)障。軟件(jian)(jian)故(gu)(gu)障是指(zhi)(zhi)在(zai)硬(ying)件(jian)(jian)正常情(qing)況下所出(chu)現的(de)動作出(chu)鍺(zang)、數據丟(diu)失等故(gu)(gu)障,常見的(de)有。加工(gong)程序出(chu)錯,系統(tong)程序和參(can)數的(de)改變或丟(diu)失,計算(suan)機運算(suan)出(chu)錯等。
“強電”部分是指控制系統中的主回路或高壓、大功率回路中的繼電器、接觸器、開關、熔斷器、電源變壓器、電動機、電磁鐵、行程開關等電氣元器件及其所組成的控制電路。這部分的故障雖然維修、診斷較為方便,但由于它處于高壓、大電流工作狀態,發生故障的幾率要高于“弱電”部分,必須引起維修人員的足夠的重視。【詳細】