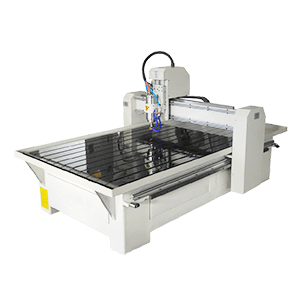
【數(shu)(shu)控(kong)(kong)銑(xian)床(chuang)】數(shu)(shu)控(kong)(kong)銑(xian)床(chuang)的特點 數(shu)(shu)控(kong)(kong)銑(xian)床(chuang)操作規程
 該圖片由注冊用戶"健康生活"提供,版權聲明反饋
該圖片由注冊用戶"健康生活"提供,版權聲明反饋
數控銑床加工特點
對于(yu)加工部位是框形(xing)平(ping)面或(huo)不等高的(de)各級(ji)臺階,那么選用(yong)點位---直線系(xi)(xi)統(tong)(tong)的(de)數(shu)(shu)(shu)控(kong)銑(xian)床(chuang)(chuang)即可(ke)。如(ru)果加工部位是曲面輪廓(kuo),應根據曲面的(de)幾何形(xing)狀決定選擇兩坐標(biao)聯動和三坐標(biao)聯動的(de)系(xi)(xi)統(tong)(tong)。也(ye)可(ke)根據零件加工要求,在一般的(de)數(shu)(shu)(shu)控(kong)銑(xian)床(chuang)(chuang)的(de)基礎上,增(zeng)加數(shu)(shu)(shu)控(kong)分度頭或(huo)數(shu)(shu)(shu)控(kong)回(hui)轉工作臺,這時機床(chuang)(chuang)的(de)系(xi)(xi)統(tong)(tong)為(wei)四(si)坐標(biao)的(de)數(shu)(shu)(shu)控(kong)系(xi)(xi)統(tong)(tong),可(ke)以(yi)加工螺旋槽、葉片(pian)零件等。
尺寸
規格較小(xiao)的(de)升(sheng)降(jiang)臺(tai)式數控(kong)銑(xian)床(chuang),其工(gong)作(zuo)(zuo)臺(tai)寬度多在(zai)400mm以下,它最適宜(yi)中小(xiao)零件的(de)加工(gong)和復雜形面的(de)輪廓(kuo)銑(xian)削(xue)任務。規格較大的(de)如龍門式銑(xian)床(chuang),工(gong)作(zuo)(zuo)臺(tai)在(zai)500—600mm以上,用來解決大尺(chi)寸復雜零件的(de)加工(gong)需要。
精度
我國已(yi)制定(ding)(ding)了(le)數(shu)(shu)控銑(xian)床(chuang)的(de)精(jing)度標(biao)準,其(qi)中數(shu)(shu)控立式銑(xian)床(chuang)升降臺銑(xian)床(chuang)已(yi)有專業標(biao)準。標(biao)準規定(ding)(ding)其(qi)直線運動坐標(biao)的(de)定(ding)(ding)位(wei)精(jing)度為0.04/300mm,重復定(ding)(ding)位(wei)精(jing)度為0.025mm,銑(xian)圓精(jing)0.035mm。實際(ji)上,機床(chuang)出(chu)廠精(jing)度均有相當的(de)儲備量,比國家標(biao)準的(de)允差(cha)值大(da)約(yue)壓縮20%左右(you)。因此,從精(jing)度選(xuan)擇來(lai)看,一(yi)般(ban)的(de)數(shu)(shu)控銑(xian)床(chuang)即(ji)可(ke)滿足大(da)多數(shu)(shu)零件的(de)加工需(xu)要。對于精(jing)度要求比較高(gao)的(de)零件,則應考慮選(xuan)用精(jing)密型的(de)數(shu)(shu)控銑(xian)床(chuang)。
批量
對(dui)于(yu)大(da)批量的(de)(de)(de),用戶(hu)可(ke)采(cai)用專用銑(xian)(xian)床(chuang)(chuang)。如果是(shi)中小批量而又是(shi)經常周期性重(zhong)復(fu)投產(chan)的(de)(de)(de)話,那么采(cai)用數控銑(xian)(xian)床(chuang)(chuang)是(shi)非常合(he)適(shi)的(de)(de)(de),因為第一(yi)批量中準備(bei)好多工夾具、程(cheng)序(xu)等可(ke)以(yi)存儲起(qi)來重(zhong)復(fu)使(shi)用。從長遠考慮,自動化(hua)程(cheng)度高的(de)(de)(de)銑(xian)(xian)床(chuang)(chuang)代(dai)替普通銑(xian)(xian)床(chuang)(chuang),減輕勞動者的(de)(de)(de)勞動量提(ti)高生產(chan)率的(de)(de)(de)趨(qu)勢是(shi)不可(ke)避免的(de)(de)(de)。
數控銑床操作規程
基本事項
1、進入車間實習時,要穿好工作服,大袖口要扎緊,襯衫要系入褲內。女同學要戴安全帽,并將發辮納入帽內。不得穿涼鞋、拖鞋、高跟鞋、背心、裙子和戴(dai)圍巾進入車間。注意(yi):不(bu)允許(xu)戴(dai)手套操作(zuo)機床;
2、注意不要移(yi)動(dong)或損(sun)壞安裝在機床上的警告標牌;
3、注意不(bu)要在機床周圍放置(zhi)障(zhang)礙物,工作空(kong)間應足夠大(da);
4、某一項工作如(ru)需要倆人(ren)或多人(ren)共同完成(cheng)時,應注(zhu)意相互間的協(xie)調一致(zhi);
5、不允許采用壓縮空氣清洗機床、電(dian)氣(qi)柜(ju)及NC單元(yuan);
6、應在指定的機床和計算機上進行實習。未經允許,其它機床設備、工具或電器開關等均(jun)不得亂動。
準備事項
1、操作(zuo)前必須熟悉數(shu)控銑床(chuang)的(de)一般性能、結構、傳動(dong)原理及(ji)控制程序(xu)(xu),掌握各操作(zuo)按鈕、指示燈的(de)功能及(ji)操作(zuo)程序(xu)(xu)。在弄懂(dong)整個操作(zuo)過程前,不要進行(xing)機床(chuang)的(de)操作(zuo)和調節(jie)。
2、開(kai)動機(ji)床(chuang)前(qian),要檢查(cha)機(ji)床(chuang)電(dian)氣控制系(xi)統是(shi)(shi)否(fou)(fou)(fou)正常,潤滑(hua)系(xi)統是(shi)(shi)否(fou)(fou)(fou)暢通、油(you)質是(shi)(shi)否(fou)(fou)(fou)良好,并按規定要求加足潤滑(hua)油(you),各(ge)操作手柄是(shi)(shi)否(fou)(fou)(fou)正確,工件、夾(jia)具及刀具是(shi)(shi)否(fou)(fou)(fou)已夾(jia)持(chi)牢固,檢查(cha)冷卻(que)液是(shi)(shi)否(fou)(fou)(fou)充足,然后開(kai)慢(man)車空轉3~5分鐘,檢查(cha)各(ge)傳動部件是(shi)(shi)否(fou)(fou)(fou)正常,確認無(wu)故障后,才可正常使用。
3、程(cheng)序調試完成后,必須經指(zhi)導(dao)老師同(tong)意(yi)方(fang)可(ke)按步(bu)驟操(cao)作(zuo),不允許跳步(bu)驟執行。未經指(zhi)導(dao)老師許可(ke),擅(shan)自操(cao)作(zuo)或違章操(cao)作(zuo),成績作(zuo)零分處理,造成事故者,按相關(guan)規定(ding)處分并賠償相應損失。
4、加(jia)工零件前,必須嚴格(ge)檢(jian)查(cha)機床原(yuan)點、刀具數據是否正常并進行無切削(xue)軌跡仿真運(yun)行。
過程注意事項
1、加(jia)工零件時,必(bi)須關上防護門(men)(men),不準(zhun)把頭、手抻入防護門(men)(men)內,加(jia)工過(guo)程中不允許打(da)開防護門(men)(men);
2、加工(gong)過(guo)程(cheng)中(zhong),操作者不得擅自離開機床,應保持思想高度集中(zhong),觀察機床的運行(xing)狀(zhuang)態。若發生不正(zheng)常現象或事故時,應立(li)即(ji)終止程(cheng)序運行(xing),切斷電源(yuan)并及(ji)時報(bao)告指導(dao)老師,不得進行(xing)其它操作;
3、嚴禁用力拍(pai)打控(kong)制面板(ban)、觸摸顯示屏。嚴禁敲擊工(gong)作臺(tai)、分度頭、夾具和導軌;
4、嚴禁私自(zi)打開(kai)數控系統控制柜(ju)進行觀看和觸摸(mo);
5、操作人(ren)員不得隨意更改機床內部參數。實習學生(sheng)不得調用、修改其(qi)它非(fei)自己所(suo)編的(de)程序;
6、機床控制(zhi)微機上(shang),除進行程序操作(zuo)和(he)傳(chuan)輸及程序拷(kao)貝外,不允許作(zuo)其它操作(zuo);
7、數(shu)控(kong)銑床屬于大精設備(bei),除(chu)工(gong)作臺上安放工(gong)裝和工(gong)件外,機床上嚴禁堆放任何工(gong)、夾(jia)、刃、量具、工(gong)件和其它雜物;
8、禁止用手接觸刀尖和鐵屑,鐵屑必須要用鐵鉤子或毛刷來清理;
9、禁止用手或其它(ta)任何方(fang)式接觸正在旋(xuan)轉(zhuan)的主軸、工件(jian)或其它(ta)運動部位;
10、禁止加工(gong)過程中測量工(gong)件、手動(dong)變速,更(geng)不能(neng)用(yong)棉(mian)絲擦拭工(gong)件、也不能(neng)清掃機床;
11、禁止(zhi)進行嘗(chang)試性操作;
12、使用手(shou)輪(lun)或快(kuai)速(su)移動(dong)(dong)方(fang)式移動(dong)(dong)各(ge)(ge)軸位置(zhi)時,一定要看清機(ji)床(chuang)X、Y、Z軸各(ge)(ge)方(fang)向(xiang)“、-”號(hao)標牌后(hou)再移動(dong)(dong)。移動(dong)(dong)時先慢轉手(shou)輪(lun)觀察(cha)機(ji)床(chuang)移動(dong)(dong)方(fang)向(xiang)無誤后(hou)方(fang)可加(jia)快(kuai)移動(dong)(dong)速(su)度;
13、在程(cheng)序(xu)運行中須暫停測量工(gong)件尺寸時,要(yao)待機床完全(quan)停止、主軸(zhou)停轉后方可(ke)進行測量,以免(mian)發生人身事故(gu);
14、機床若數(shu)天(tian)不(bu)使(shi)用(yong),則(ze)每隔(ge)一天(tian)應對NC及CRT部分通電2-3小(xiao)時;
15、關(guan)機(ji)時(shi),要(yao)等主軸停(ting)轉3分鐘后(hou)方可關(guan)機(ji)。