【龍門銑床】龍門銑操作規程 龍門銑床故(gu)障修(xiu)復(fu)方法
 該圖片由注冊用戶"健康生活"提供,版權聲明反饋
該圖片由注冊用戶"健康生活"提供,版權聲明反饋
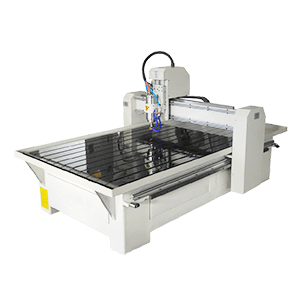
龍門銑床性能特點
龍門(men)銑床(chuang)具有足夠(gou)的(de)剛性,效率高(gao),操作方便,結構簡(jian)單(dan),性能全面性等特點。
其(qi)具體的性能(neng)特(te)點根據種類(lei)、型號以及廠家各有(you)不同,與所采用的技術(shu)有(you)很大(da)關系。以之前提到的SK系列(lie)三軸數控龍門銑(xian)為例(li),其(qi)性能(neng)特(te)點在于:
1.立銑頭配置TX400重型龍門銑頭,雙矩形導軌,剛性強;
2. 銑頭裝滾珠絲杠、氣動拉刀裝置(zhi)、有伺服電機驅動;
3. 側銑頭配(pei)置(zhi)V5型龍(long)門銑頭,加裝獨立潤滑(hua)裝置(zhi),升降由普通減(jian)速(su)機傳動,變頻調速(su);
4. 普銑/數控銑一鍵式轉(zhuan)換三軸數控系統,即可編程操(cao)作又能利用擴展面板手動操(cao)作,在實際機(ji)械(xie)加工過程中(zhong)實現性(xing)極強;
5. 床身進退、橫(heng)梁上(shang)下、立銑頭上(shang)下均(jun)配臺(tai)灣滾珠絲杠,由伺服電(dian)機驅動(dong);
6. 配同(tong)步帶(dai)、同(tong)步輪;
7. 手(shou)持式電(dian)子手(shou)輪單元,方便三軸對刀;
8. 獨(du)特的橫梁升降安(an)全連鎖裝置,保證機床的重復定位(wei)精度;
9.臺標(biao)擺線泵組連(lian)續(xu)潤(run)滑,故障率低。
龍門銑床操作規程
1.工作物(wu)要(yao)用(yong)壓板、螺釘或專用(yong)工具(ju)夾緊。使(shi)用(yong)一般的扳手不準加套管,以免滑脫傷人。
2.刀具(ju)一(yi)定要夾牢,否則不準開車工(gong)作。
3.工作前,要檢查機床(chuang)傳動部分的運轉情(qing)況(kuang),并將機床(chuang)的擋板裝好,才能運轉。
4.銑切各種(zhong)工件(jian),特別是粗(cu)銑時,開始應進行(xing)緩(huan)慢切削。
5.移動工作臺和(he)刀架時,應先松開(kai)固定螺釘。
6.裝卸刀具時,應使用銅錘或木槌輕打,防止刀具碎片飛出傷人。
7.在切削中,不準變(bian)速和調整刀具,禁止用手摸或測(ce)量工件(jian)。
龍門銑床修復
龍門銑床導軌修復:機床導軌大都由(you)鋼或(huo)鑄鐵制成,這類導軌出現劃傷,應進行修(xiu)復(fu),不(bu)(bu)(bu)然會使(shi)劃傷擴大,甚(shen)至影(ying)響機(ji)床使(shi)用(yong)。機(ji)床導軌及其它摩擦(ca)(ca)副,在長期(qi)的使(shi)用(yong)過程中,由(you)于兩(liang)個接觸面間存在不(bu)(bu)(bu)同程度的摩擦(ca)(ca),使(shi)摩擦(ca)(ca)副表(biao)面產生(sheng)不(bu)(bu)(bu)同程度的磨(mo)損 ,嚴重時影(ying)響機(ji)床的加(jia)工(gong)精度和(he)生(sheng)產效率。對機(ji)床和(he)其它磨(mo)損部位(wei)的修(xiu)復(fu),通(tong)常采用(yong)金屬(shu)板和(he)高分(fen)子材料(liao)鑲貼或(huo)更換等方法(fa),不(bu)(bu)(bu)僅需(xu)要進行大量(liang)精確的加(jia)工(gong)制造,而且常需(xu)要對加(jia)工(gong)面進行人工(gong)刮(gua)研,修(xiu)復(fu)工(gong)作工(gong)序多,工(gong)期(qi)長。
解(jie)決(jue)方法:采用國(guo)際上(shang)先進的(de)(de)(de)高分子2211F金(jin)屬修復材料來修復龍門銑床(chuang)導軌劃(hua)傷,只需幾個小時(shi)即可(ke)將導軌劃(hua)傷的(de)(de)(de)部位修復完畢,投入使(shi)用。實踐(jian)證明,這(zhe)種(zhong)方法操(cao)作簡(jian)單,節省(sheng)時(shi)間(jian),修復質(zhi)量(liang)好(hao),成本低。利用其(qi)獨特的(de)(de)(de)粘著力、出色的(de)(de)(de)抗壓(ya)強度(du)及耐(nai)油、耐(nai)磨性能(neng),可(ke)為部件提(ti)(ti)供(gong)一(yi)個長(chang)久的(de)(de)(de)保護層,可(ke)以有(you)效(xiao)的(de)(de)(de)解(jie)決(jue)不能(neng)拆卸的(de)(de)(de)大(da)型設備因傳統的(de)(de)(de)維修方法所不能(neng)解(jie)決(jue)的(de)(de)(de)問題,使(shi)設備的(de)(de)(de)性能(neng)得到提(ti)(ti)高,改善了部件的(de)(de)(de)配合間(jian)隙,最大(da)限度(du)地保證了生產(chan)的(de)(de)(de)正常(chang)運(yun)行(xing),為客戶節省(sheng)了大(da)量(liang)的(de)(de)(de)時(shi)間(jian)和資金(jin),為企(qi)業設備的(de)(de)(de)正常(chang)運(yun)行(xing)提(ti)(ti)供(gong)了長(chang)期良好(hao)的(de)(de)(de)保證。
修復(fu)原理:高分子(zi)復(fu)合材(cai)(cai)料(liao)(liao)是(shi)以(yi)高分子(zi)聚合物、金屬(shu)(shu)或(huo)陶瓷超細粉末、纖維等(deng)(deng)為基料(liao)(liao),在(zai)固化劑、固化促進劑的(de)作用下復(fu)合而成(cheng)的(de)材(cai)(cai)料(liao)(liao)。各(ge)(ge)種材(cai)(cai)料(liao)(liao)在(zai)性能(neng)上互相(xiang)取長補短,產生協同效應(ying),使復(fu)合材(cai)(cai)料(liao)(liao)的(de)綜合性能(neng)優于原組成(cheng)材(cai)(cai)料(liao)(liao)。具備極強的(de)粘(zhan)接力、機(ji)(ji)械(xie)性能(neng)、和耐化學(xue)腐(fu)蝕等(deng)(deng)性能(neng),因(yin)而廣(guang)泛(fan)應(ying)用于金屬(shu)(shu)設備的(de)機(ji)(ji)械(xie)磨損、劃傷、凹坑(keng)、裂(lie)縫、滲(shen)漏(lou)、鑄造砂眼(yan)等(deng)(deng)的(de)修復(fu)以(yi)及各(ge)(ge)種化學(xue)儲罐(guan)、反應(ying)罐(guan)、管道的(de)化學(xue)防腐(fu)保(bao)護及修復(fu)。
修復工藝:
1、用氧-乙炔火焰烤(kao)劃傷部位(掌(zhang)握溫(wen)度,避免表面退火),將(jiang)常年滲金屬表面的(de)油烤(kao)出來,烤(kao)到沒有火花四濺(jian)。
2、將劃傷部位(wei)用角磨機表(biao)面處理(li),打磨深度1毫米以上,并沿導軌(gui)打磨出溝槽(cao),最好是燕尾槽(cao)。劃傷兩端(duan)鉆孔加深,改變受力情(qing)況。
3、用脫脂棉蘸丙酮或無水乙醇將(jiang)表面(mian)清(qing)洗(xi)干凈。
4、將(jiang)調和(he)均勻的2211F涂抹(mo)到劃傷表面(mian);第一(yi)層要薄,要均勻且全(quan)部覆蓋劃傷面(mian),以(yi)確(que)保材料與金(jin)屬表面(mian)最好的粘(zhan)接,再將(jiang)材料涂至整個修復(fu)部位后反復(fu)按壓(ya),確(que)保材料填實(shi)并達到所需厚度,使之(zhi)比導軌表面(mian)略高。
5、材料在24oC下完(wan)全達到各(ge)項性能需要(yao)24小時(shi)(shi),為了節省(sheng)時(shi)(shi)間,可(ke)以通過鹵鎢燈提高溫度,溫度每提升11oC,固化(hua)時(shi)(shi)間就會縮(suo)短一(yi)半(ban),最佳固化(hua)溫度70oC。
6、材(cai)料固化后,用細磨石或(huo)刮刀,將高出導(dao)軌表(biao)面的(de)材(cai)料修(xiu)復(fu)平整,施工(gong)完(wan)畢。
熱變形
原因:在內外熱源的(de)影(ying)響下,龍(long)門(men)銑(xian)床各部件將發生不同程度的(de)熱變形(xing),使工件與刀具之間的(de)相對運動關系(xi)遭到破環,對于龍(long)門(men)銑(xian)床來說,因為(wei)全部加(jia)工過程是計算的(de)指令控制的(de),熱變形(xing)的(de)影(ying)響就更為(wei)嚴重。
為了減少熱變形,在龍門銑床結構中通常采用(yong)以下措施。
1:控制溫(wen)升在(zai)采取了(le)一(yi)(yi)系(xi)列(lie)減少熱(re)源(yuan)的(de)(de)措施后,熱(re)變形(xing)的(de)(de)情(qing)況將有所改(gai)善。但(dan)要完全消除龍門(men)銑床(chuang)的(de)(de)內外熱(re)源(yuan)通(tong)(tong)常是十分困難的(de)(de),甚至是不可能的(de)(de)。所以(yi)必須(xu)通(tong)(tong)過良好的(de)(de)散(san)熱(re)和冷卻來控制溫(wen)升,以(yi)減少熱(re)源(yuan)的(de)(de)影(ying)響。其(qi)中部(bu)(bu)較有效的(de)(de)方法是在(zai)龍門(men)銑床(chuang)的(de)(de)發(fa)熱(re)部(bu)(bu)位強制冷卻,也可以(yi)在(zai)龍門(men)銑床(chuang)低溫(wen)部(bu)(bu)分通(tong)(tong)過加熱(re)的(de)(de)方法,使龍門(men)銑床(chuang)各點的(de)(de)溫(wen)度趨于一(yi)(yi)致,這(zhe)樣可以(yi)減少由于溫(wen)差造成的(de)(de)翹曲變形(xing)。
2:減少發(fa)(fa)熱(re)(re)龍(long)門銑床(chuang)內部(bu)發(fa)(fa)熱(re)(re)時產生熱(re)(re)變形的主要熱(re)(re)源,應當(dang)盡可能地將熱(re)(re)源從主機中分(fen)離出(chu)去。
3:主軸(zhou)箱(xiang)的改(gai)進對于龍門銑床的主軸(zhou)箱(xiang),應(ying)盡量使主軸(zhou)的熱(re)(re)變(bian)形(xing)發生在刀具切入的垂直(zhi)方(fang)向上。這就可以(yi)使主軸(zhou)熱(re)(re)變(bian)形(xing)對加工直(zhi)徑(jing)的影響(xiang)降低到最小(xiao)限(xian)度。在結構上還應(ying)盡可能減小(xiao)主軸(zhou)中心與主軸(zhou)向地面的距離,以(yi)減少熱(re)(re)變(bian)形(xing)的總量,同時應(ying)使主軸(zhou)箱(xiang)的前后(hou)溫(wen)升一致,避免主軸(zhou)變(bian)形(xing)后(hou)出現(xian)傾(qing)斜。
4:改善(shan)龍(long)門(men)銑床(chuang)(chuang)機構(gou)(gou)(gou)在同樣發熱條件下(xia),龍(long)門(men)銑床(chuang)(chuang)機構(gou)(gou)(gou)對熱變形也有很大影響。如龍(long)門(men)銑床(chuang)(chuang)過去采(cai)用的(de)單立(li)柱機構(gou)(gou)(gou)有可能被雙柱機構(gou)(gou)(gou)所代(dai)替。由于(yu)左右(you)對稱,雙立(li)柱機構(gou)(gou)(gou)受熱后的(de)主(zhu)軸線除產生垂直(zhi)(zhi)方向的(de)平移外,其它(ta)方向的(de)變形很小,而垂直(zhi)(zhi)方向的(de)軸線移動可以方便(bian)地用一個坐(zuo)標的(de)修正量進行補償。